



































































































Обрабатывающий центр с ЧПУ KDT KN-3409E
Модели серии
Особенности модели KN-3409E
-
Сверлильная группа (нет)
-
Полуформат
-
Автоматическая смена инструмента «карусельного» типа
-
Автоматический сталкиватель заготовок
-
Автоматическая очистка стола
-
Автоматизировать тех. процессы
Обрабатывающий центр с ЧПУ KDT KN-3409E предназначен для прецизионной, высокоскоростной фрезерной обработки различных листовых и композиционных материалах, а также массиве древесины мягких и твердых пород. Он будет полезен как на предприятии начального уровня, так и на крупносерийном производстве.
Конструктивные преимущества
|
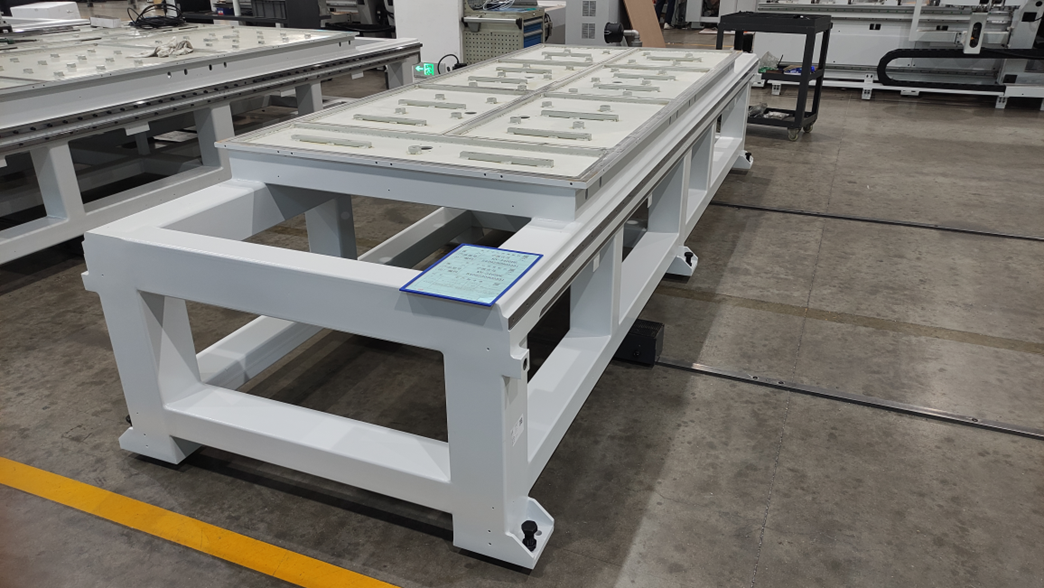
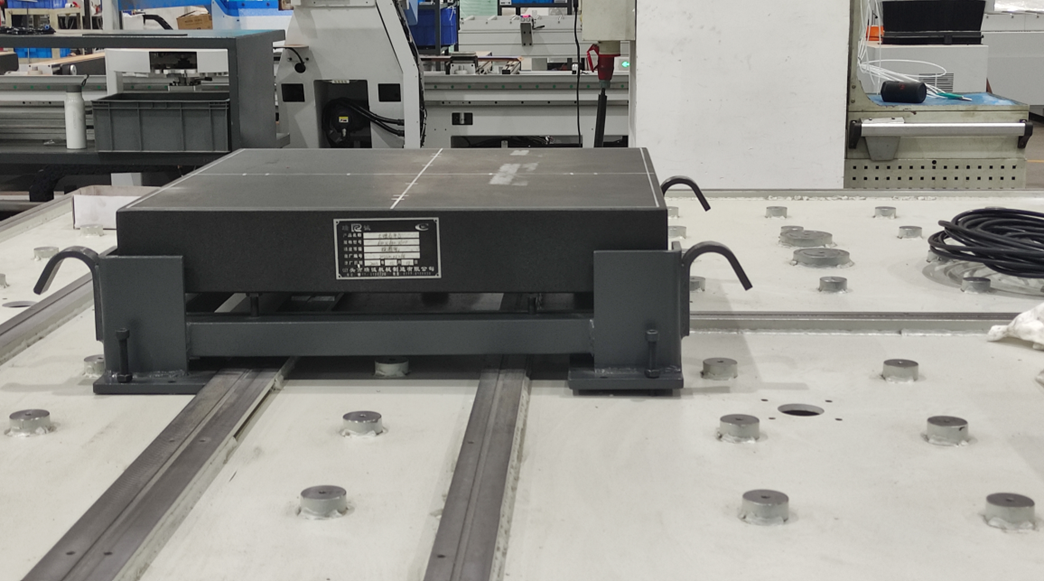
СТАНИНАСтанина, это фундамент всей конструкции, от надёжности и жёсткости которой зависит дальнейшая работа обрабатывающего центра на протяжении всего срока эксплуатации. Станина имеет форму рамной конструкции с рёбрами жёсткости и перекрытиями из цельнометаллического листа, это обеспечивает надёжную базу для дальнейшего крепления на неё всех узлов и агрегатов. Высокая точность исполнения гарантирует точное передвижение портала и шпинделя, что в последствии влияет на точность обработки. Станина и портал после сварки, для снятия внутренних напряжений, отжигаются в специальной печи и затем обрабатываются на тяжёлом портальном фрезерном центре за одну установку. |
||||||||||||||
 |
ПРОВЕРКА ГЕОМЕТРИИ НА КАЖДОМ ЭТАПЕ СБОРКИТочность фрезеровки обеспечивает правильную геометрию для дальнейшего крепления направляющих и зубчатых реек. На заводе KDT осуществляется проверка геометрии на каждом этапе сборки. |
||||||||||||||
|
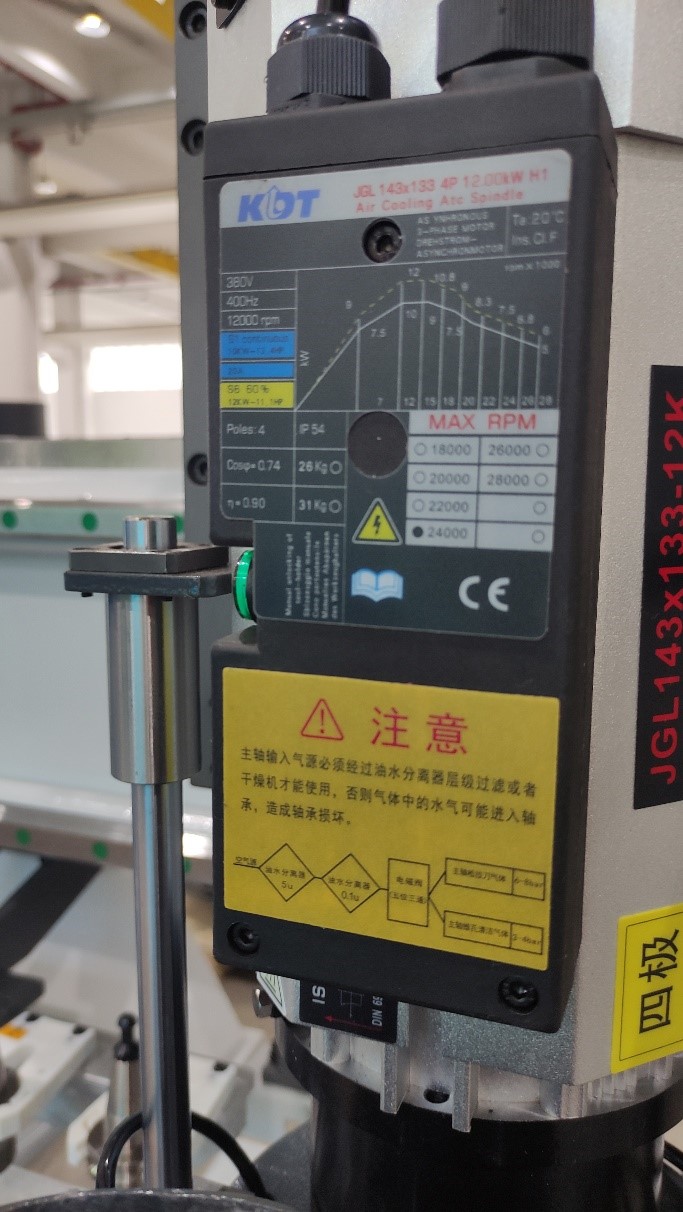
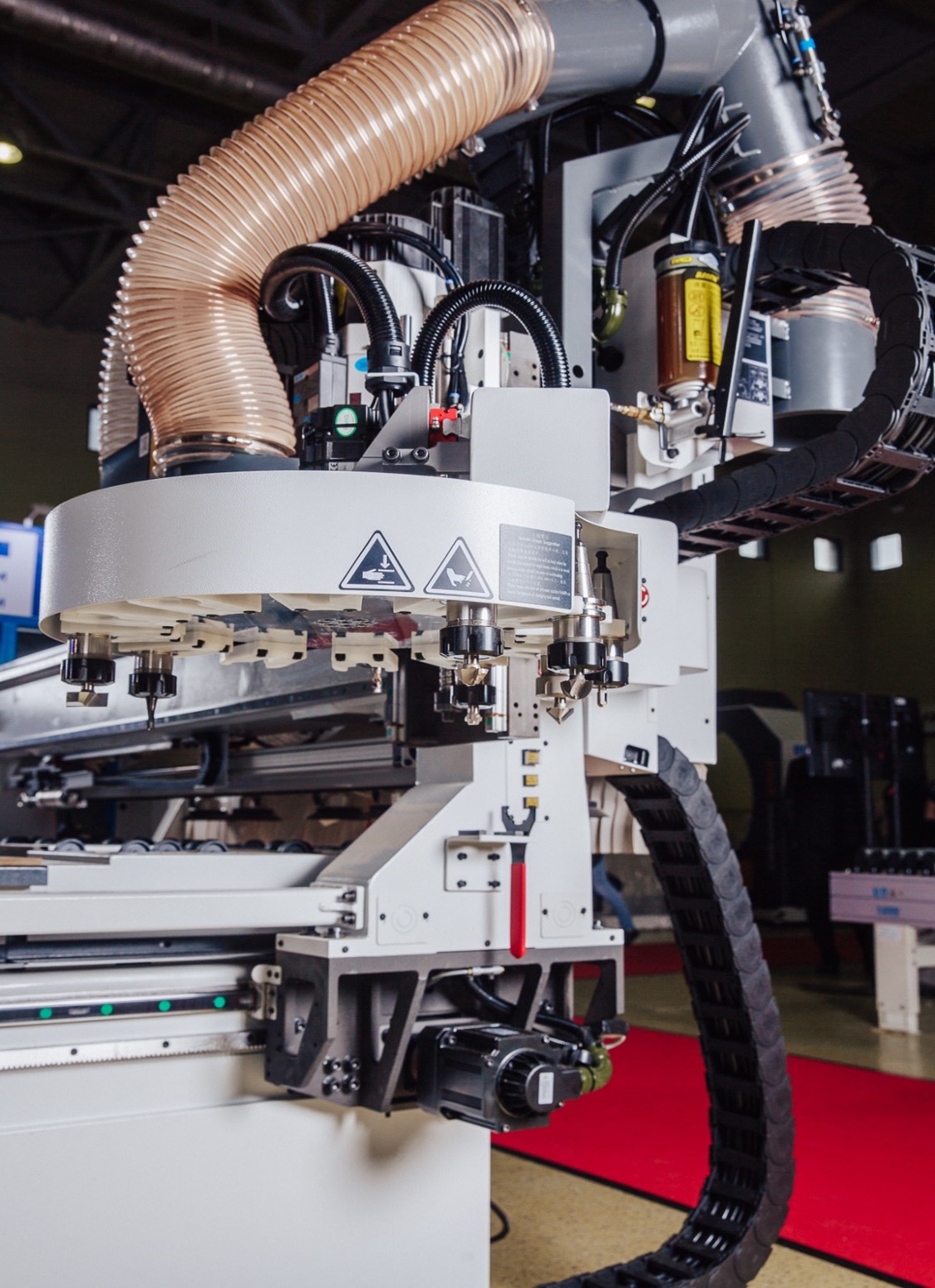
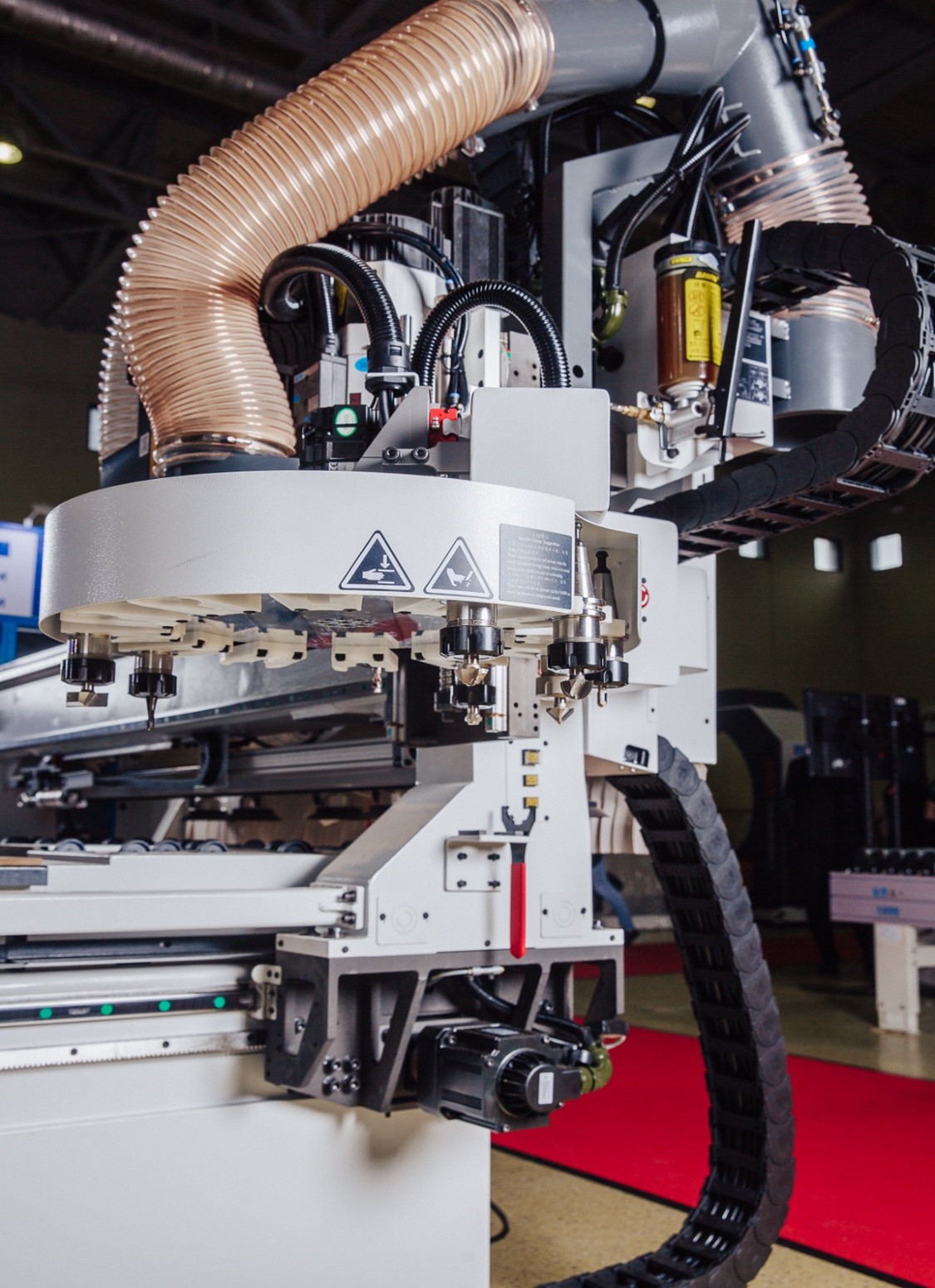
ЭЛЕКТРОШПИНДЕЛЬМодели KN-3409E, KN-3409DE, KN-3409L оснащены современным, мощным электрошпинделем KDT 12 кВт с патроном ISO 30 и системой подъема стружки с четырьмя управляемыми ЧПУ соплами для подачи воздуха в зону обработки. Во время скоростной фрезерной обработки стружка движется с большей скоростью, в отличии от скорости всасывания аспирационной системы, данная система позволяет снизить скорость вылета стружки и потоком воздуха направить ее в нужном направлении. Воздух подается против движения вылета стружки при помощи автоматического включения, нужного воздушного сопла, таким образом обеспечивается торможение и подъем стружки. отсутствие стружки в зоне резания обеспечивает лучшую стойкость инструмента, качество обработки и более эффективную работу аспирационной системы. |
||||||||||||||
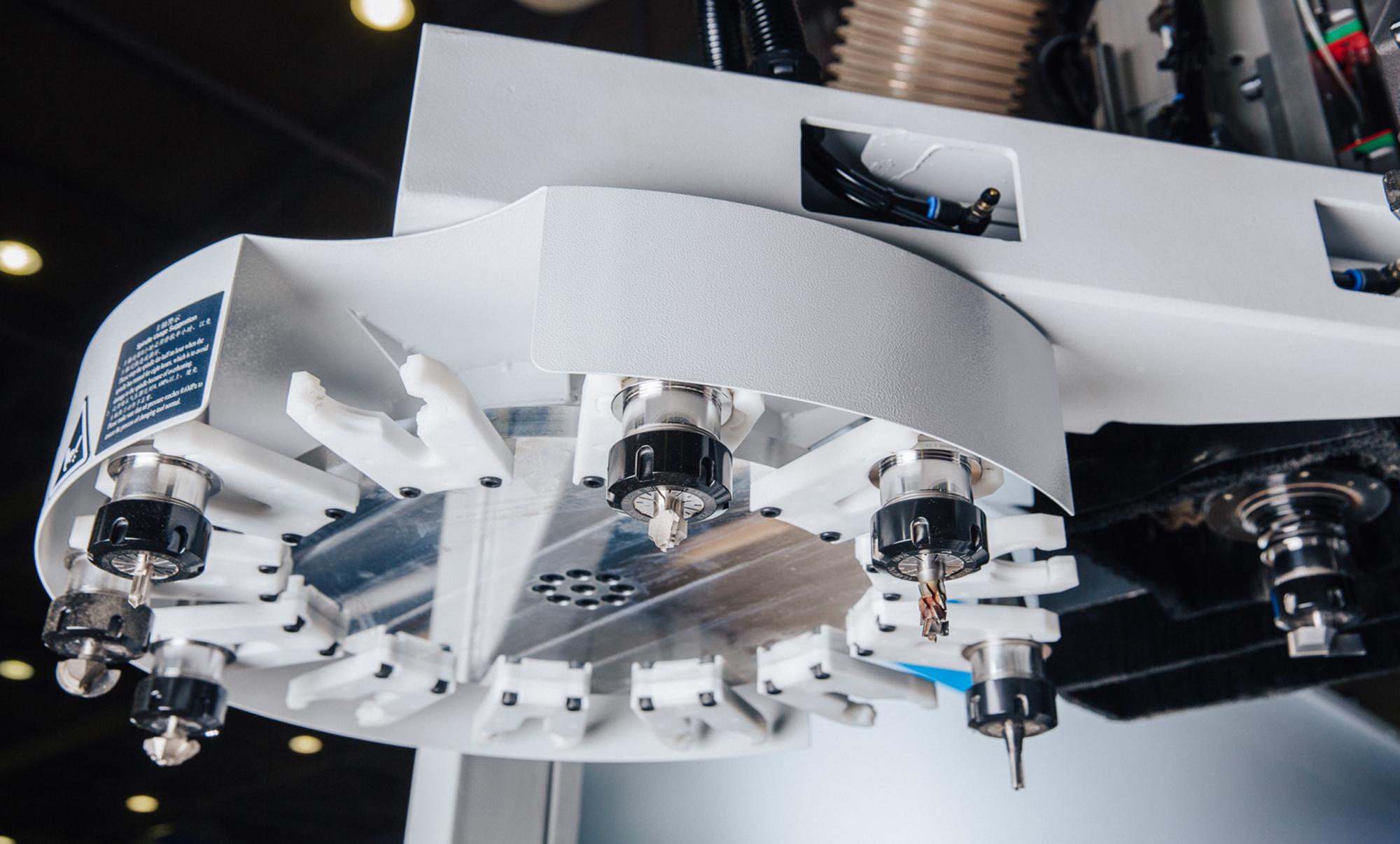 |
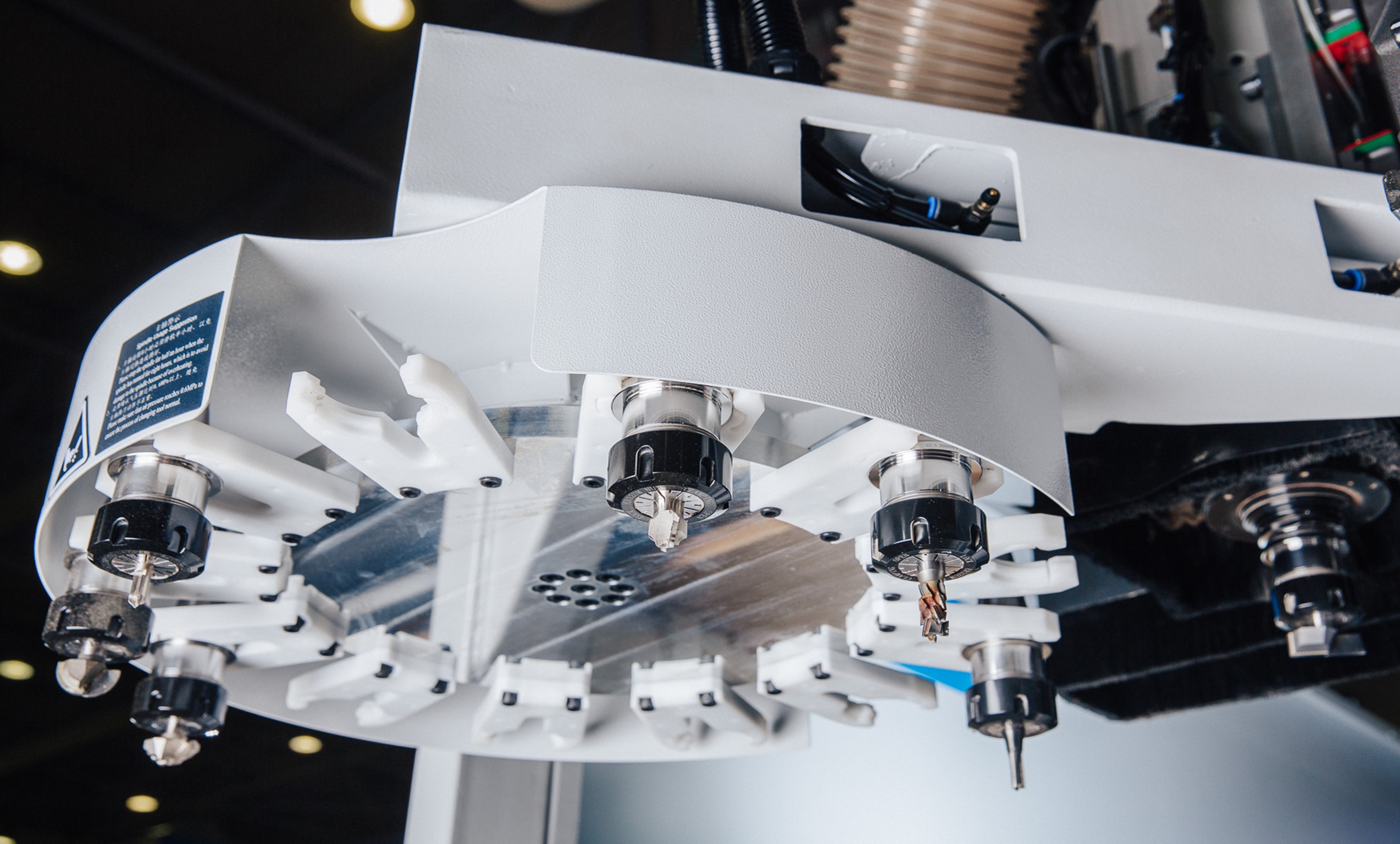
МАГАЗИН АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТАМодели KN-3409Е и KN-3409DЕ оснащены револьверным магазином с сервоприводом, который позволяет производить замену инструмента с высокой точностью и скоростью за счёт расположения рядом со шпинделем. |
||||||||||||||
|
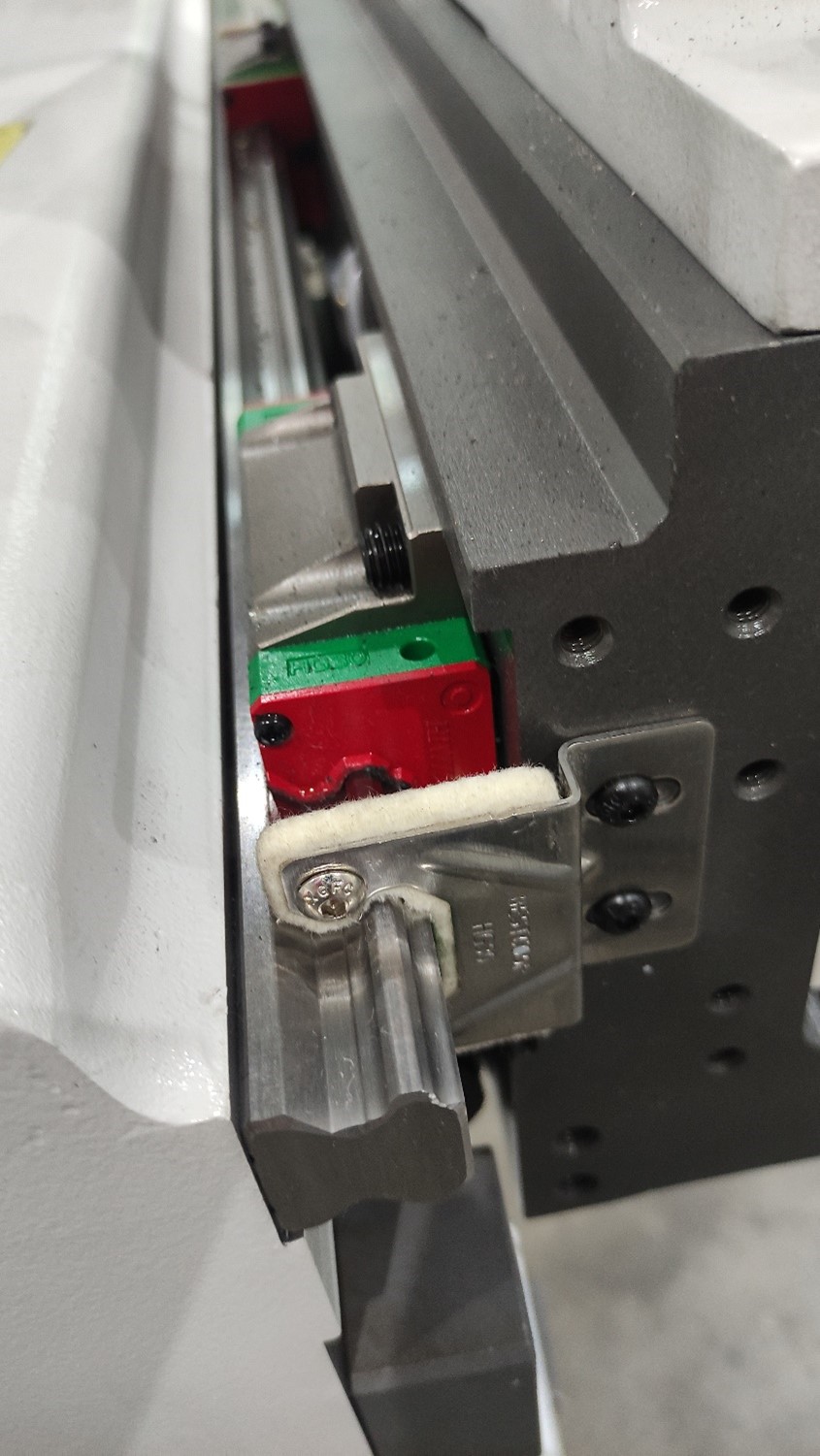
ЗУБЧАТАЯ РЕЙКА И ШЕСТЕРНЯЗубчатая рейка и шестерня LIADRACK, направляющие и каретки HIWIN (Тайвань) X-30мм, Y/Z-25мм – Обеспечивают плавность хода за счёт минимального трения, при этом сохраняя жёсткое сцепление и прецизионную точность. |
||||||||||||||
 |
СЕРВОПРИВОДСервопривод INVT, это инновационная разработка нового поколения с улучшенными показателями производительности. Широкая популярность в станкостроении, благодаря легкости в использовании, высокой надежности и отличной адаптивности к среде эксплуатации. Мощность серводвигателей 1,5 кВт обеспечивает синхронное перемещение, высокую точность и динамику. Скорость перемещения по осям X/Y/Z – 100/100/30 м/мин. |
||||||||||||||
|
ПОДГОТОВЛЕННОЕ МЕСТО ДЛЯ ОБСЛУЖИВАНИЯ СТАНКА И УСТАНОВКИ ИНСТРУМЕНТА В МАГАЗИН
|
||||||||||||||

|
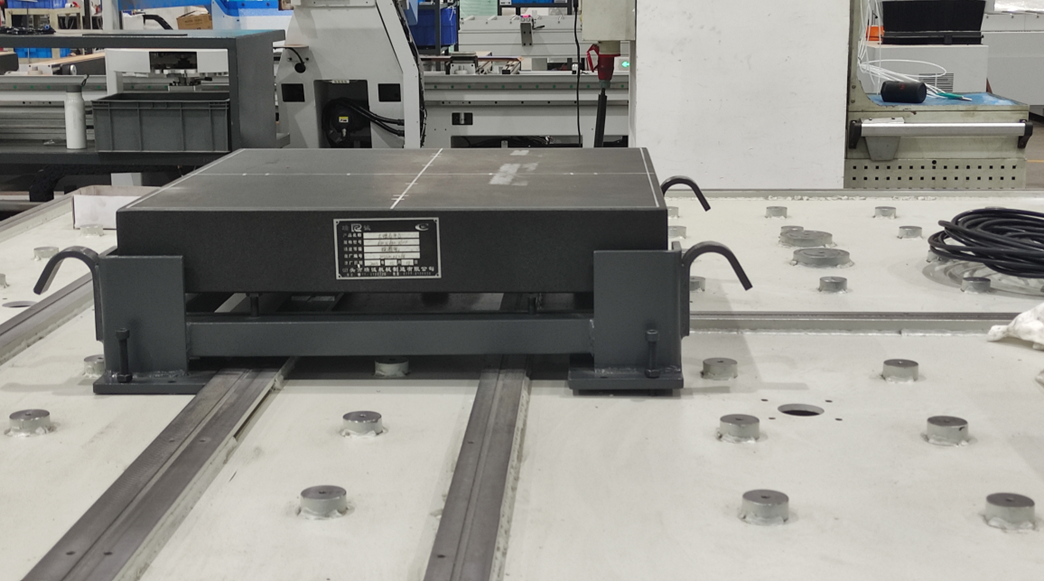
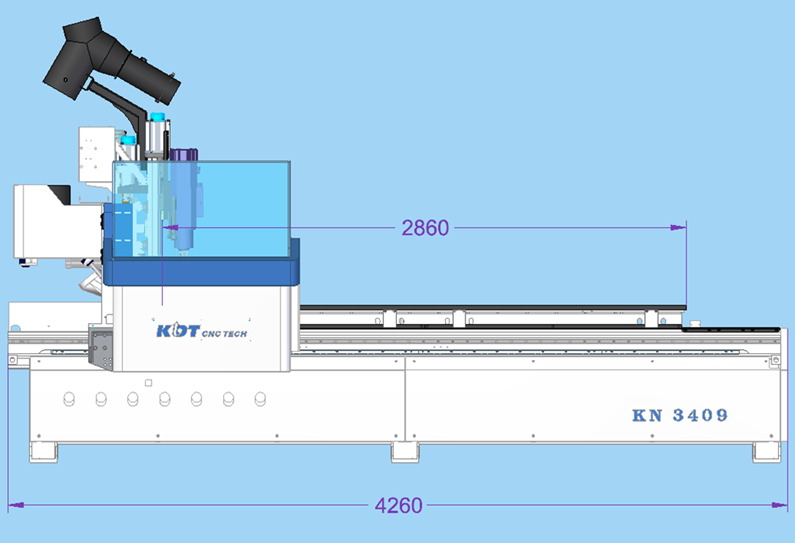
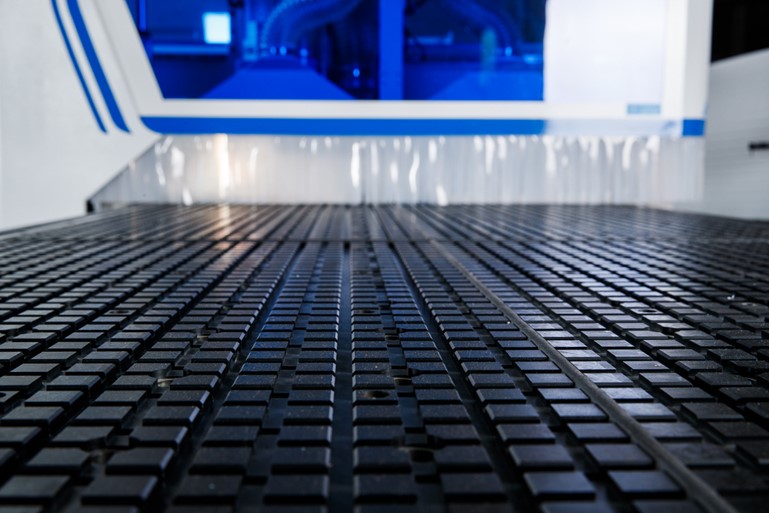
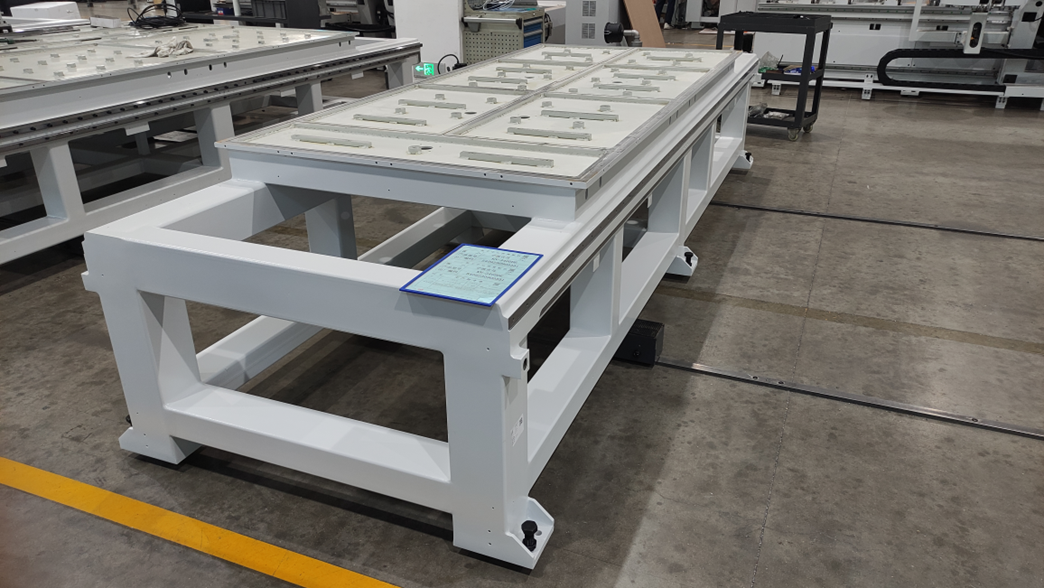
ВАКУУМНЫЙ СТОЛНадёжный и эффективный вакуумный стол с рабочей зоной и 2860*1260 мм. 7 вакуумных зон. |
||||||||||||||

|
СИСТЕМА ОЧИСТКИ РАБОЧЕГО СТОЛАСтанок оснащен системой очистки рабочего стола и автоматическими загрузочными присосками. |
||||||||||||||
 |
БЕЗМАСЛЯНЫЙ ПЛАСТИНЧАТО-РОТОРНЫЙ НАСОСБезмасляный пластинчато-роторный насос BECKER обеспечит надёжную фиксацию заготовки. Мощность 5,5 кВт; производительность 244 м3/час; 200 мбар. Укомплектованные специально разработанным пластинами, эти насосы отличаются высоким сопротивлением износу и, как следствие, длительным сроком службы. Инновации Becker проявляют себя не только в 100% безмасляной работе, но и в высоком КПД и низком энергопотреблении. Серийно применяются электродвигатели с классом энергоэффективности IE3. |
||||||||||||||
СТОЙКА УПРАВЛЕНИЯ Delta ElectronicsИмеет встроенный 32-битный высокоскоростной двухъядерный процессор, с помощью которого можно создавать многофункциональные управляющие центры, работающие в режиме реального времени. Удобный человеко-машинный интерфейс обеспечивает простое и эффективное управление Автонастройка параметров сервоприводов в режиме реального времени, обеспечивает оптимальное управление механической системой ПО ЧПУ CNCSoft предлагает пользователю удобные настройки и позволяет создавать пользовательские экраны. Встроенный USB интерфейс позволяет легко хранить, копировать и осуществлять резервное копирование данных. Позволяет выполнять программы напрямую с USB диска. MPG (генератор импульсов): Функция MPG поддерживает импульсное задание и внешний ручной ввод. Функция симуляции MPG способна произвести точную симуляцию производственного процесса в любых рабочих условиях - это позволит проверить стабильность процесса и устранить ошибки исполнения или неполадки в работе оборудования. Синхронное управление: линейная интерполяция до 5-ти осей и круговая интерполяция до 3-х осей Компенсация рывков При значительном изменении ускорения, например, при резком изменении направления резки, могут возникать значительные вибрации и отдельные удары/рывки станка. Функция компенсации рывков управляет скоростью и меняет ускорение для подавления вибрации и ударов (рывков) и, таким образом, поддерживает стабильность и точность во всем цикле реза. Управление разгоном/торможением: разгон/торможение до интерполяции; разгон/торможение по S-кривой Сглаживание S-образной кривой Профиль ускорения в виде S-образной кривой, служащий для плавного ускорения и замедления до интерполяции, минимизирует ошибки от вибраций, стабилизирует и повышает точность процессов обработки. Высокая точность обработки
Высокая скорость обработки данных
Простота настройки системы
Гибкое расширение системы при помощи модулей последовательного ввода/вывода Защита от перегрузки Минимальная дискретность задания: 0.001мм / 0.001° Условия эксплуатации: 0 ~ +55°С / 10 ~ 95% |
|||||||||||||||
|
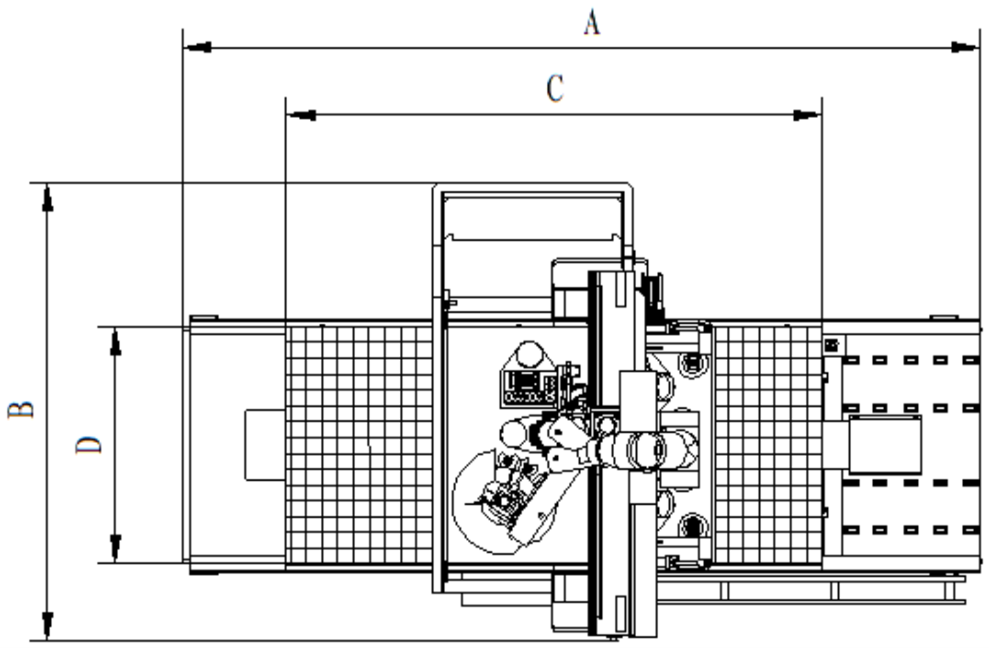
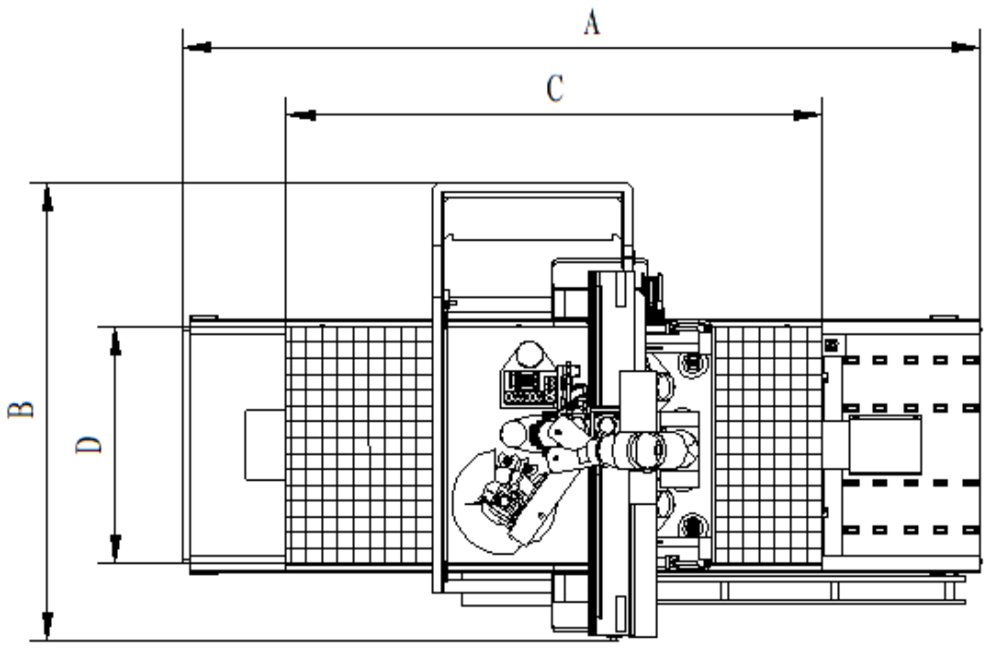
УСТАНОВОЧНЫЕ ГАБАРИТЫ
|
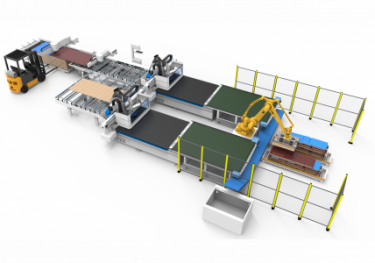
Автоматизация и механизация
Внимание!
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
Видео станка в работе
Наглядная информация о работе и обслуживании оборудования
Видео станка в работе
Наглядная информация о работе и обслуживании оборудования


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}