



































































































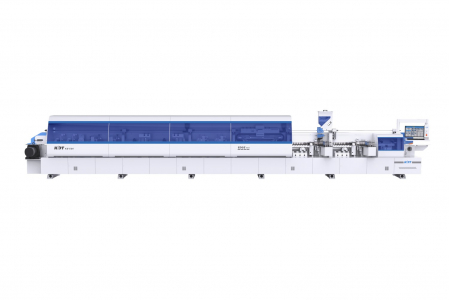
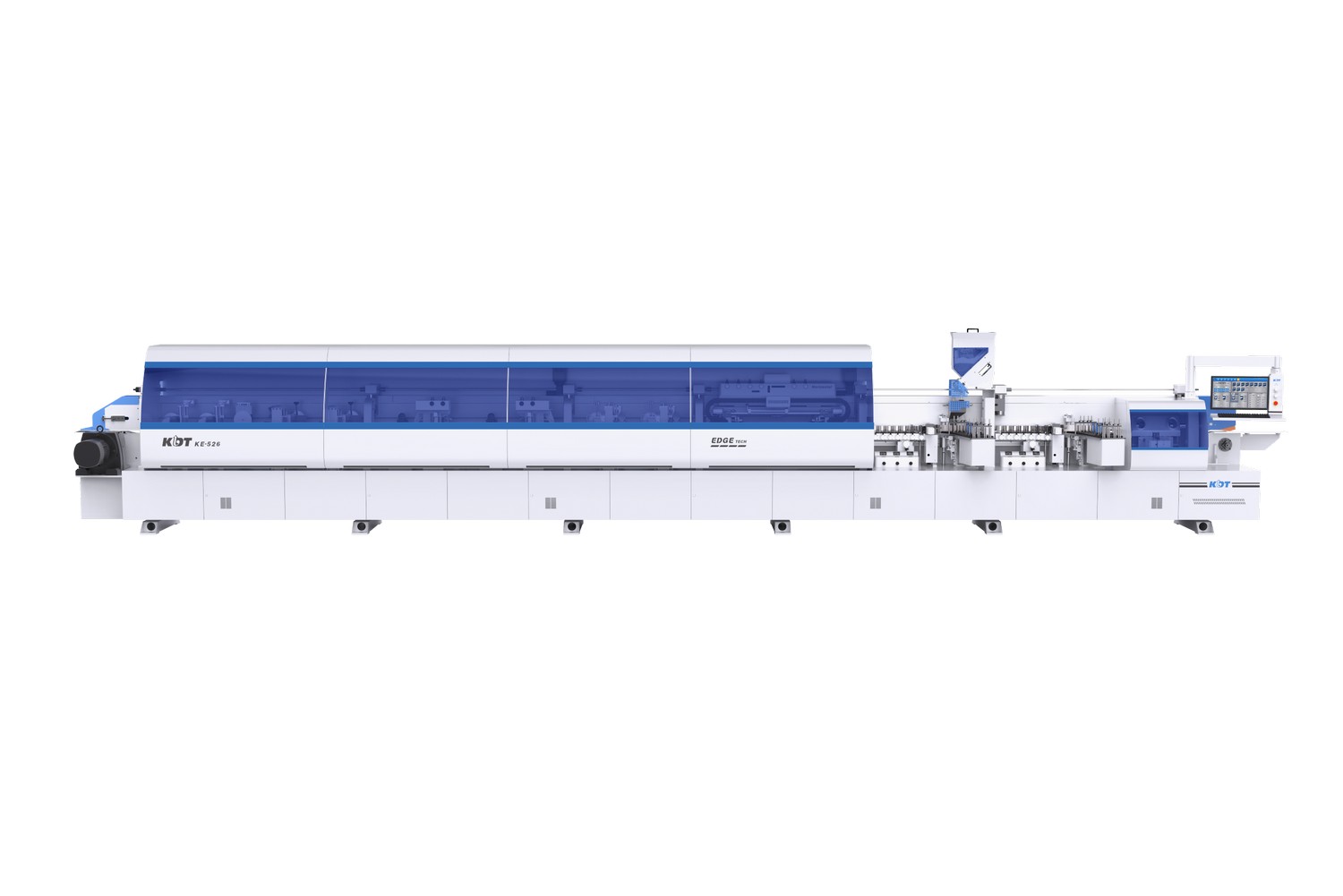
Автоматический кромкооблицовочный станок KDT KE-526G
Модели серии
Особенности модели KE-526G
-
Скорость транспортера - 22-30 м/мин
-
Автоматическая перенастройка на 4-е толщины кромки
-
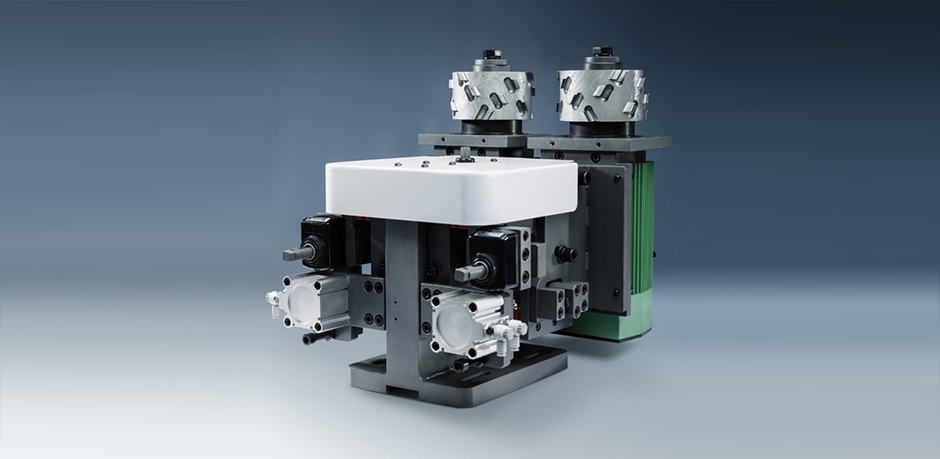
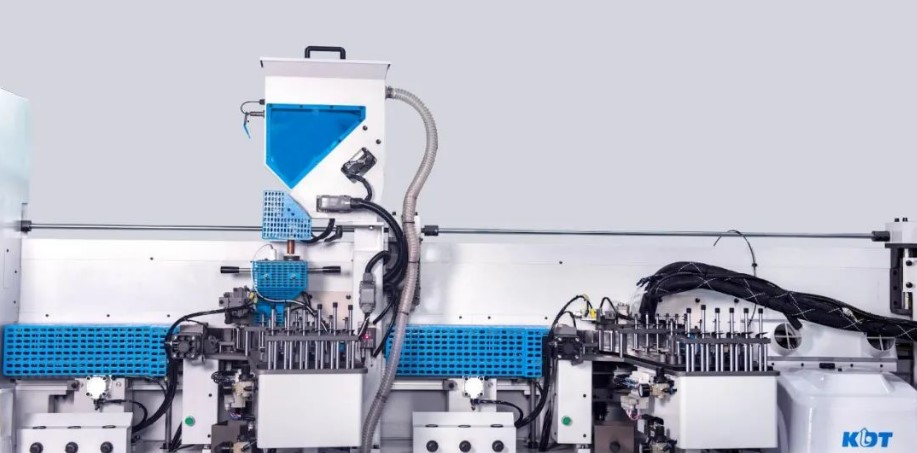
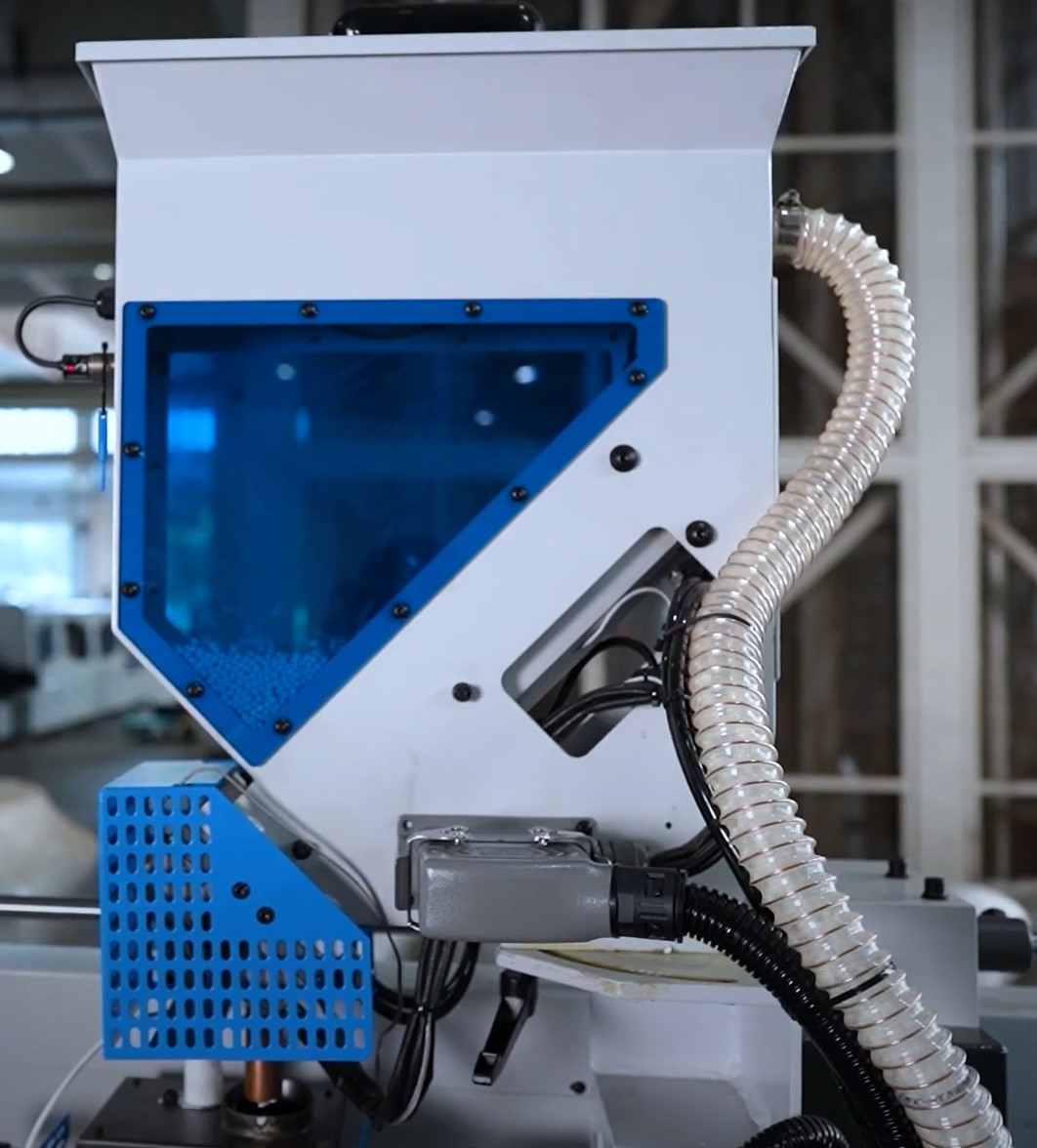
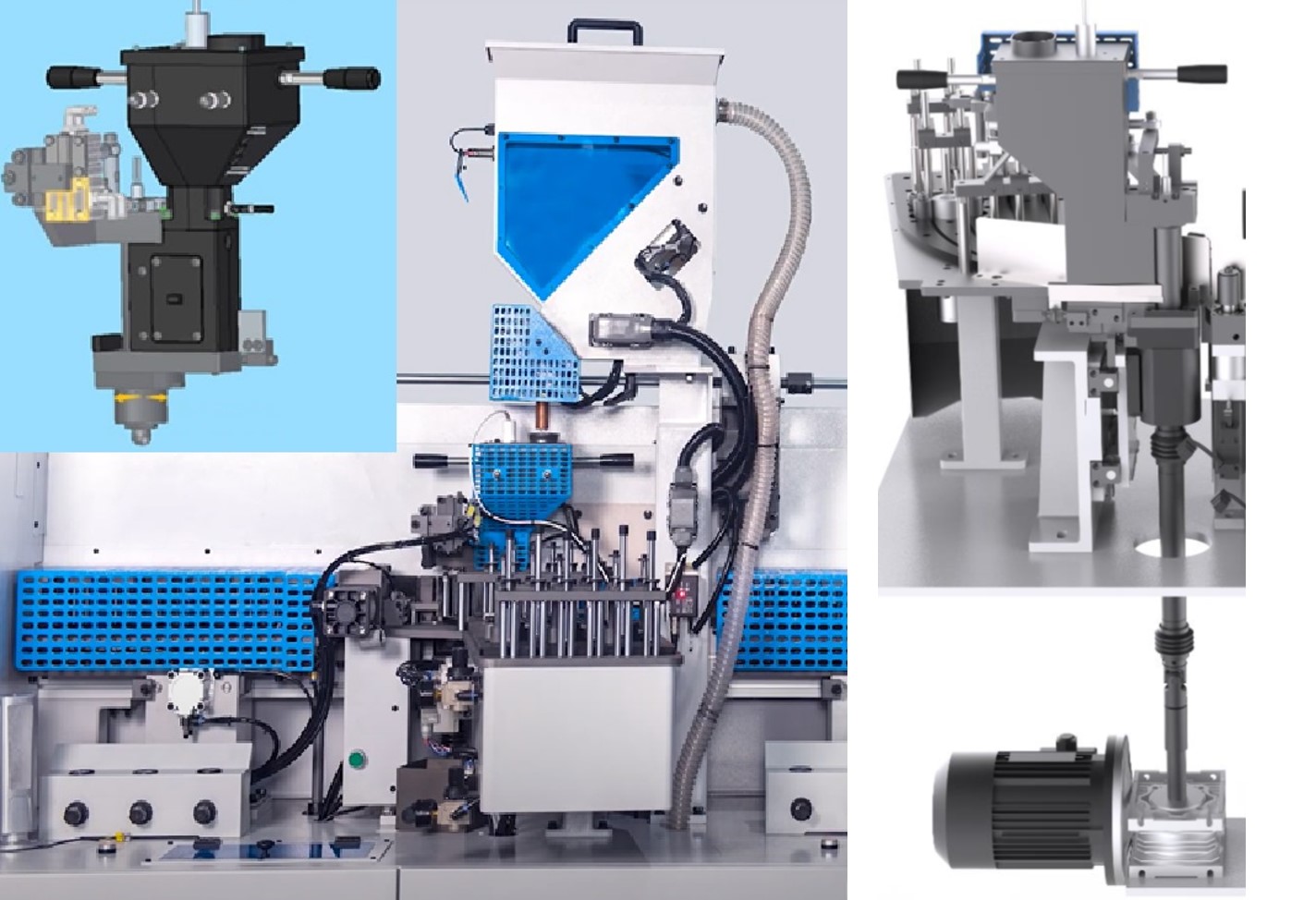
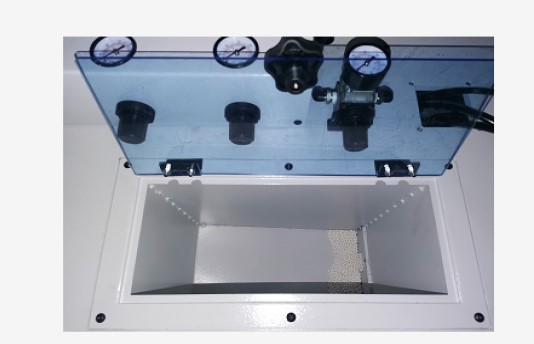
Две верхние быстросъемные клеевые ванны с предрасплавом, бункер загрузки клея
-
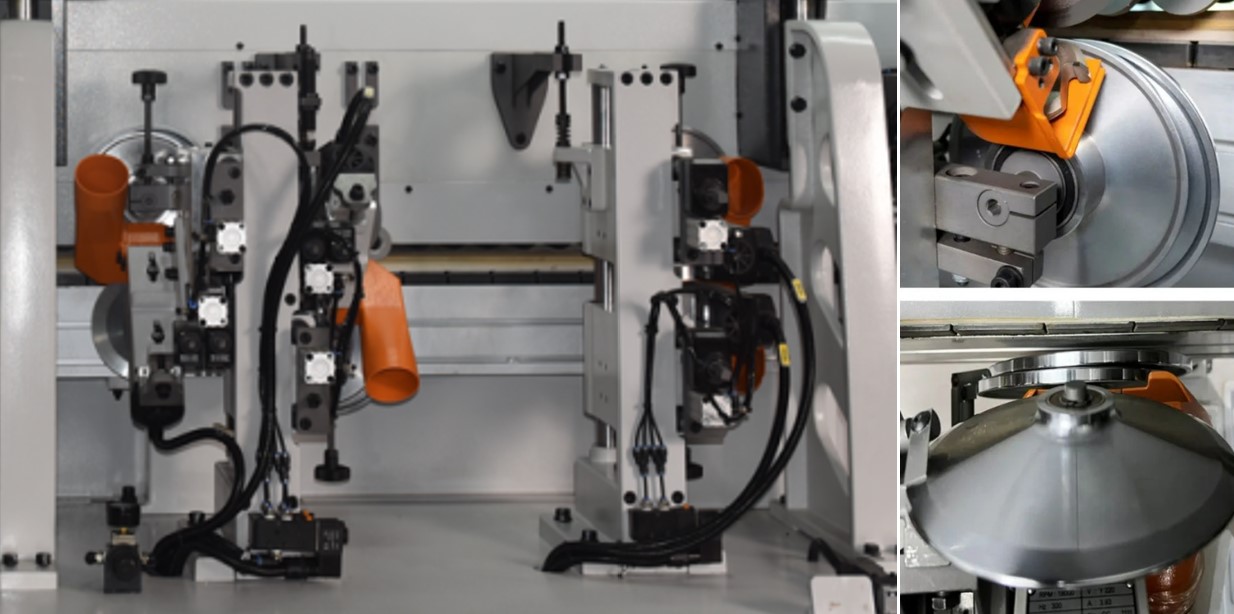
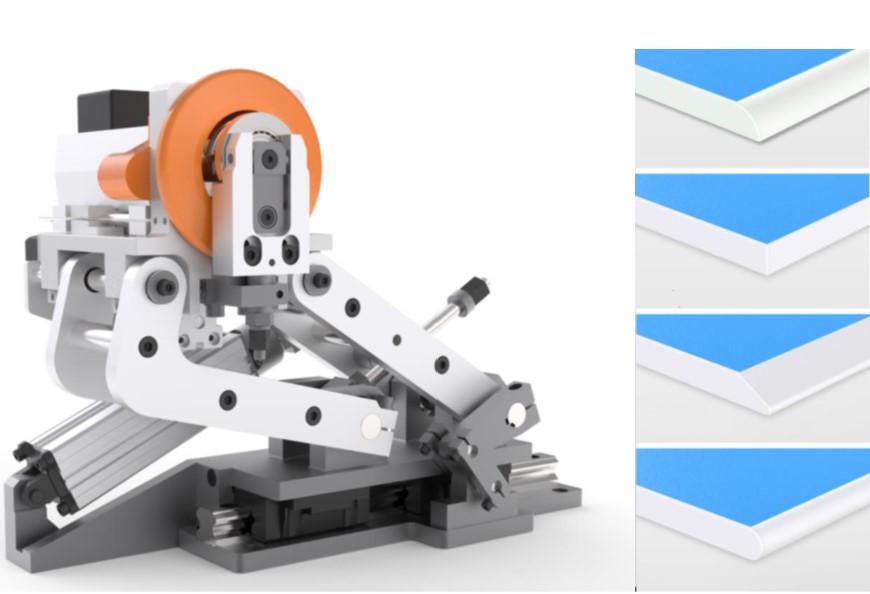
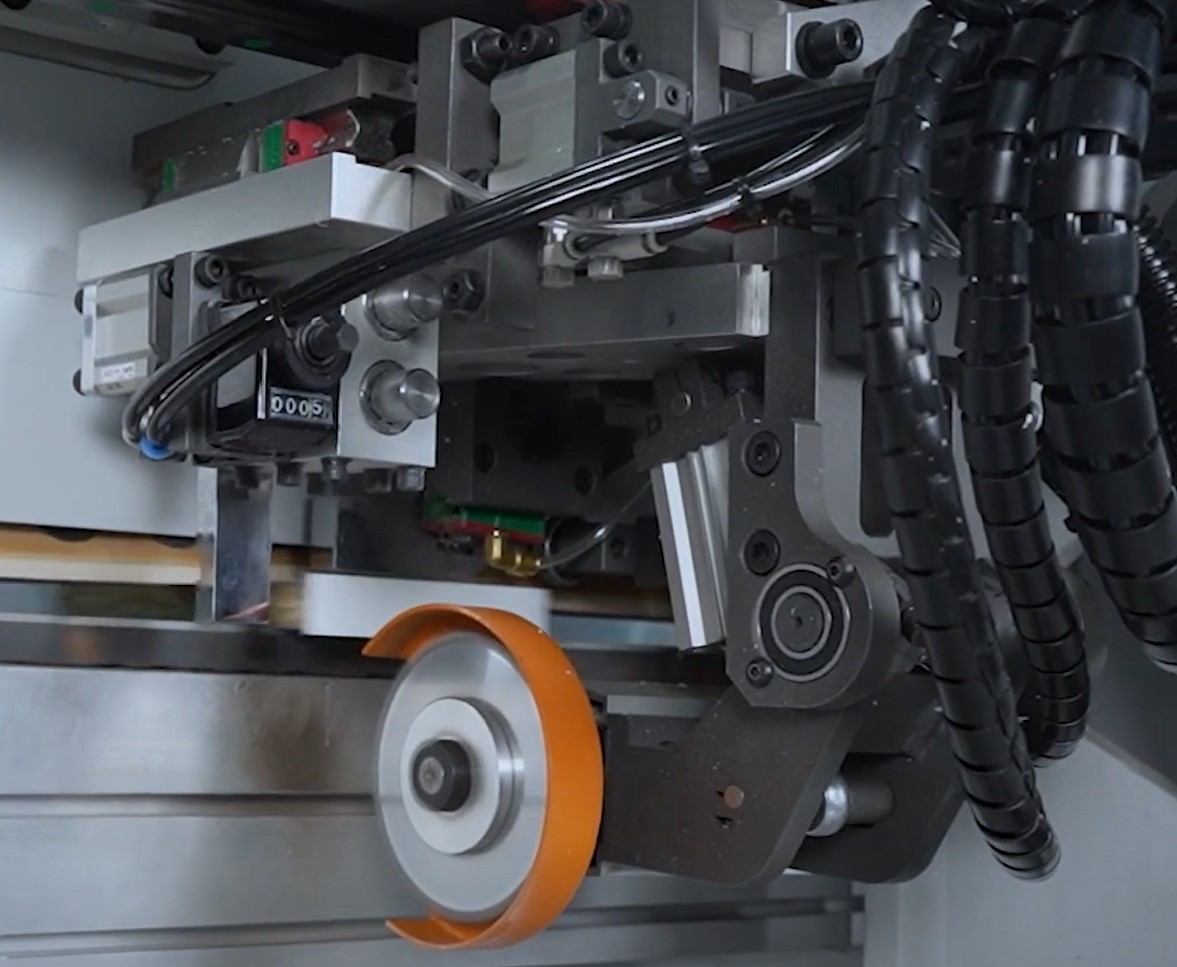
Обкатка углов (4-х моторный раунд)
-
2-е пары радиусных циклей
-
Пазовальный узел
-
PUR ready
Автоматический кромкооблицовочный станок KDT KE-526G для облицовки кромкой заготовок в индустриальном многосменном масштабе как при крупносерийном формате производства, так и при изготовлении мебели на заказ с возможностью быстрого перехода между несколькими типа клея и минимизацией затрачиваемого времени на обслуживание клеенаносящих систем, в том числе при работе с PUR-клеями
Схема обработки







Отличительные особенности
-
Скорость подачи 22-30 м/мин;
-
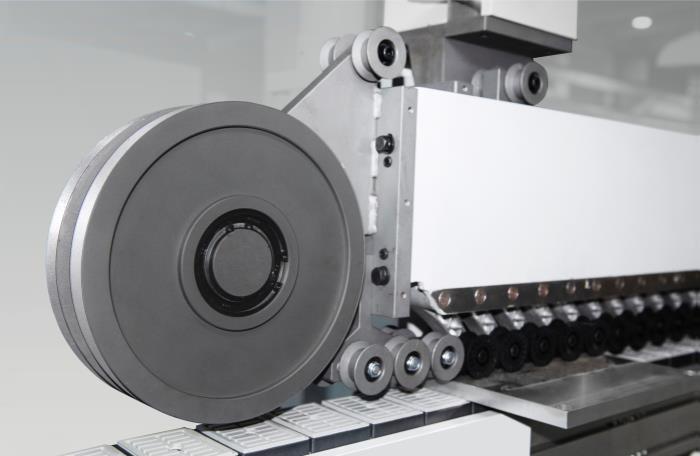
Стальная прижимная балка с прижимным V-образным ремнем гарантирует точное позиционирование детали на всех этапах обработки кромки на скорости до 30 м/мин и позволяет работать с «деликатными» поверхностями;
-
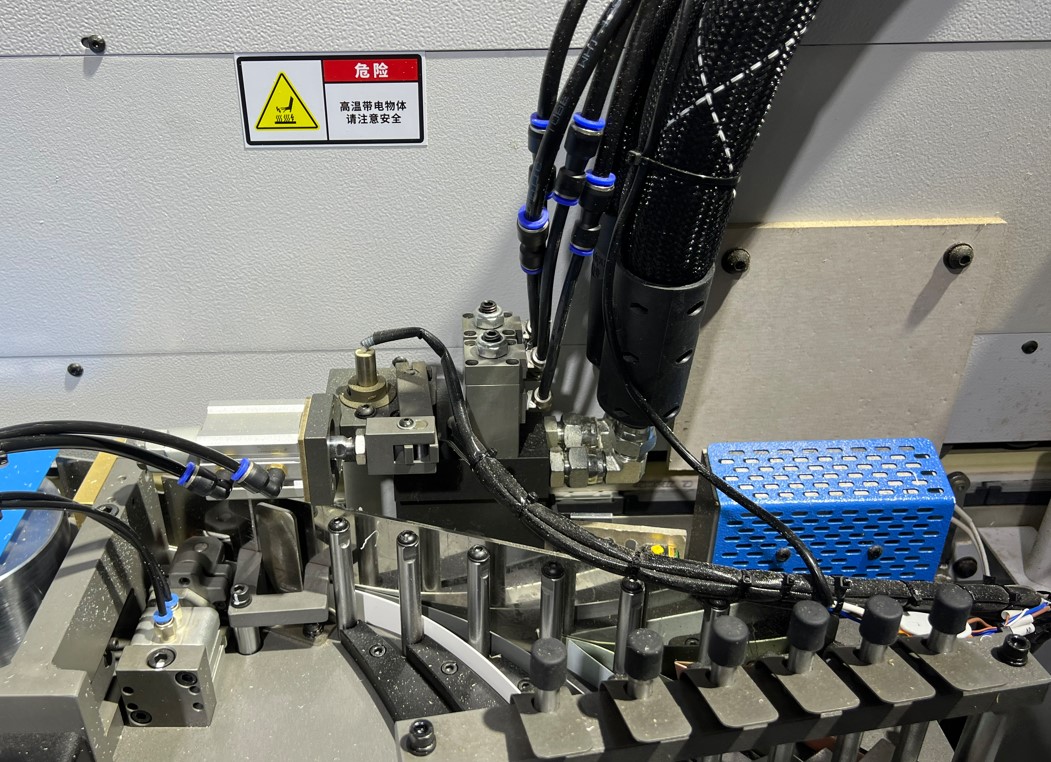
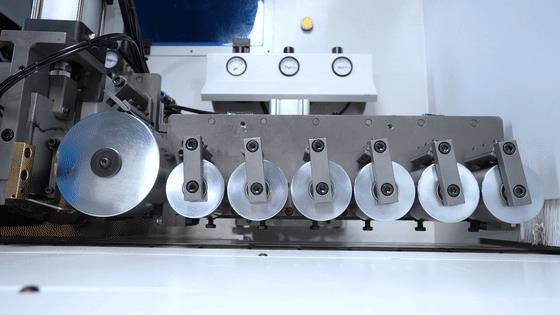
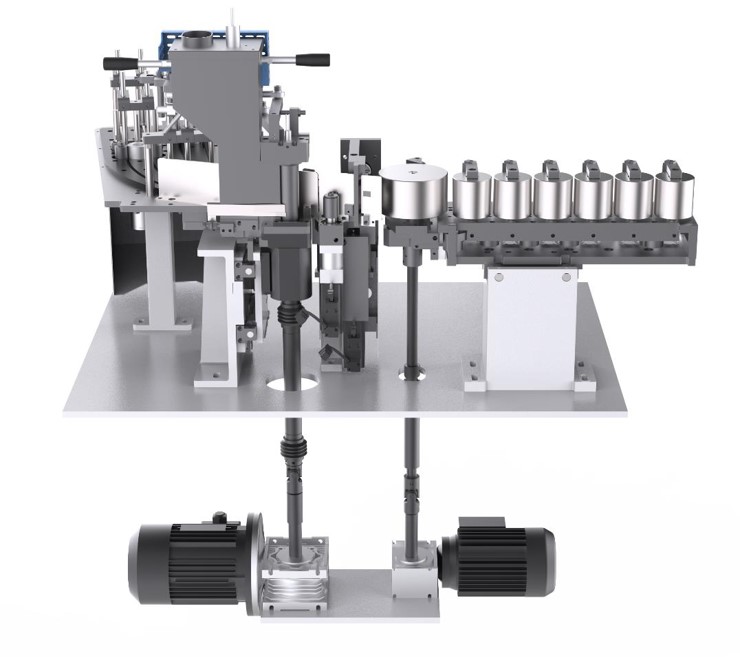
Магазин подачи кромки на 6+6 позиций с сервоприводом для автоматической смены одной кромки на другую - простота эксплуатации, экономия времени и трудозатрат;
-
Герметичный клеевой узел для PUR-клея предотвращает попадание влаги из окружающей среды и исключает последующее затвердевание клея, что значительно сокращает время на обслуживания клеевого узла и влияние человеческого фактора;
-
PUR-плавитель позволяет бесперебойно работать на станке с PUR-клеями в течении продолжительного времени;
-
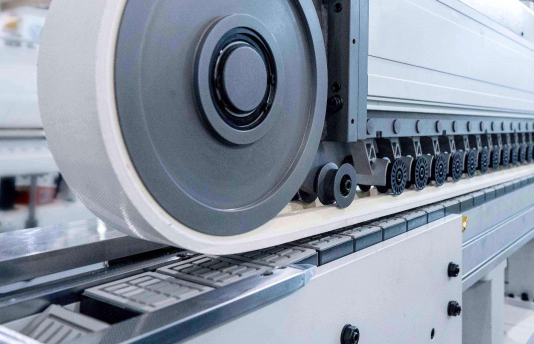
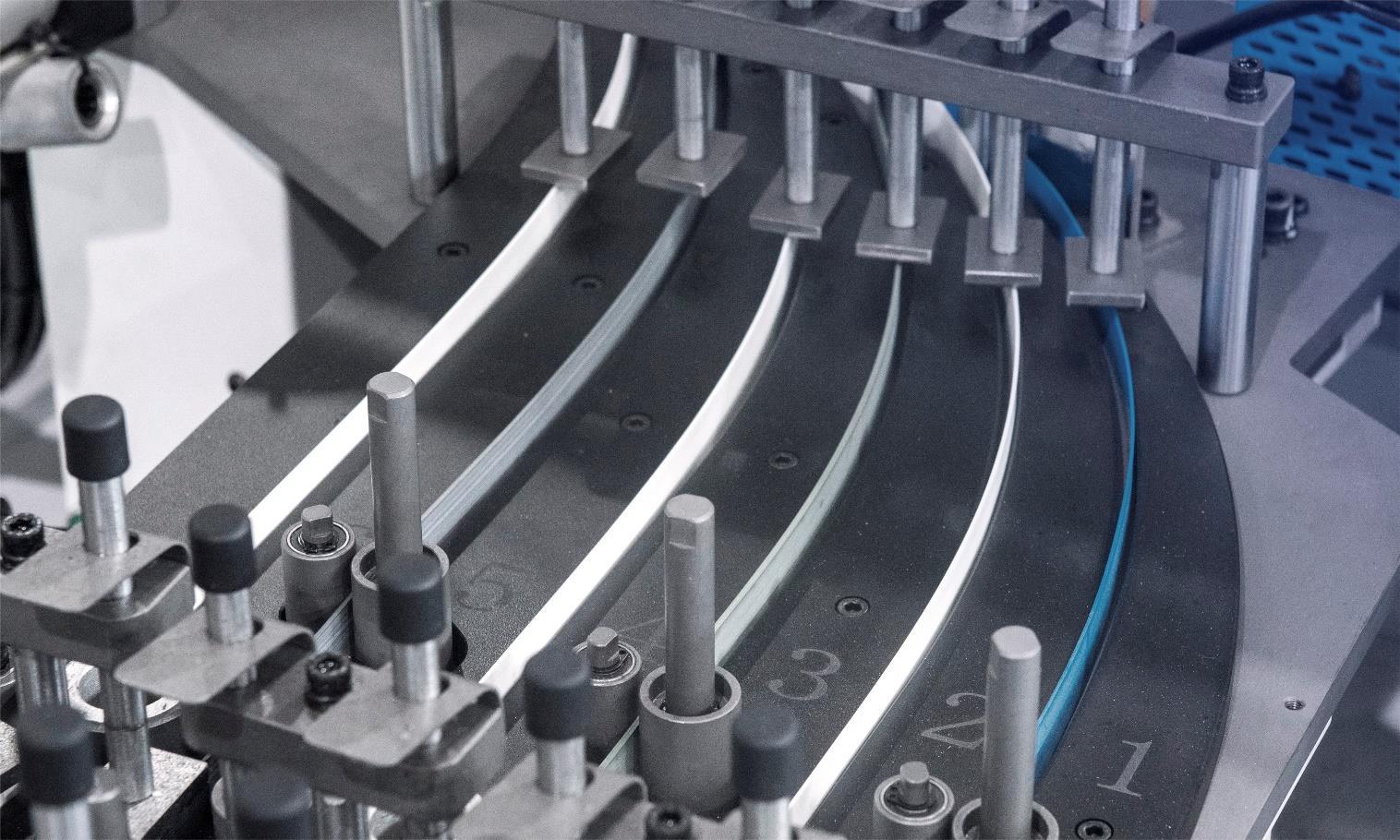
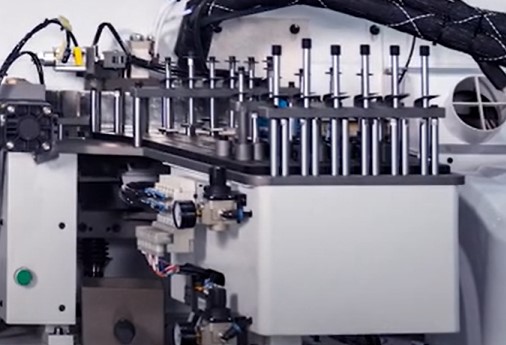
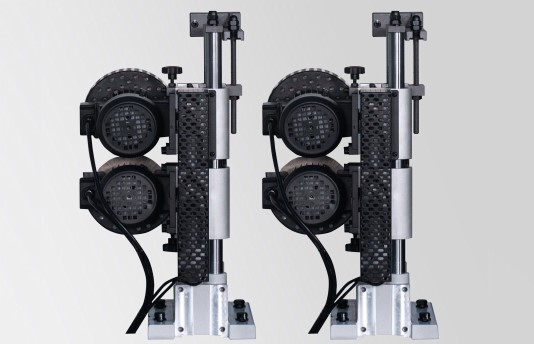
Пресс-группа с семью роликами обеспечивает равномерное распределение давления по всей плоскости нанесенной на заготовку кромки с отдельным приводом, что обеспечивает надежный и качественный прижим кромки к заготовке;
-
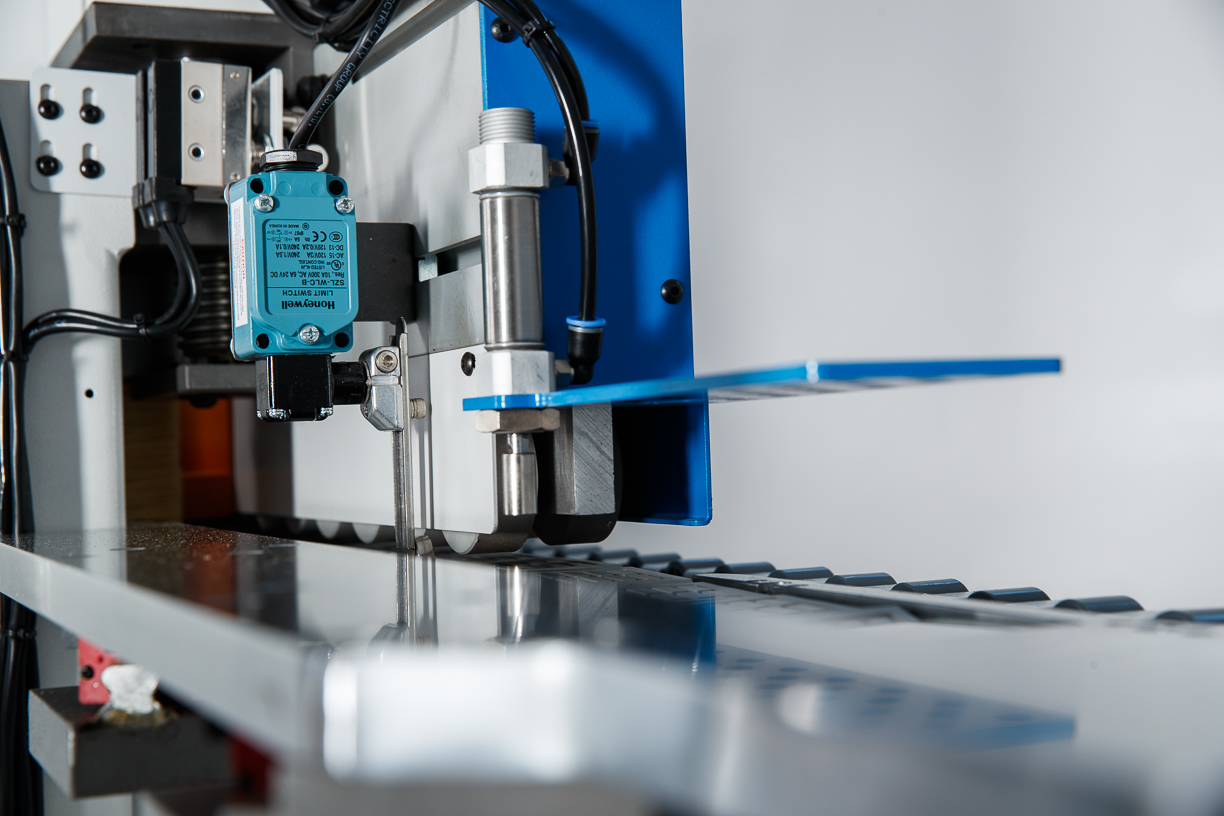
Горизонтальный узел торцевания обеспечивает точную обработку свесов кромки на торцах заготовки и позволяет сократить дистанция между заготовками на скорости до 30 м/мин;
-
Перенастройка станка с пульта управления между тонкой и толстой кромкой;
-
Двигатель транспортера мощностью 7,5 кВт обеспечивает равномерную подачу заготовок;
-
Электрические компоненты Siemens обеспечивают высокую надежность и повышают отказоустойчивость оборудования.
-
Автоматические системы смазки цепи транспортера и направляющих узла торцовки снижают трудозатраты при регламентном обслуживании и сокращают влияние человеческого фактора;
-
Пневматическая шторка на клеенаносящем валу убирает излишки клея предостерегая вал от загрязнения. Работа шторки программируется с пульта управления, в зависимости от типа плитного материала, кромки, клея и т.д.;
-
Сервоподача кромки позволяет уменьшить свесы кромки при обрезке гильотиной и заметно сократить расход кромки. Регулировка передних и задних свесов кромки осуществляется с пульта управления.
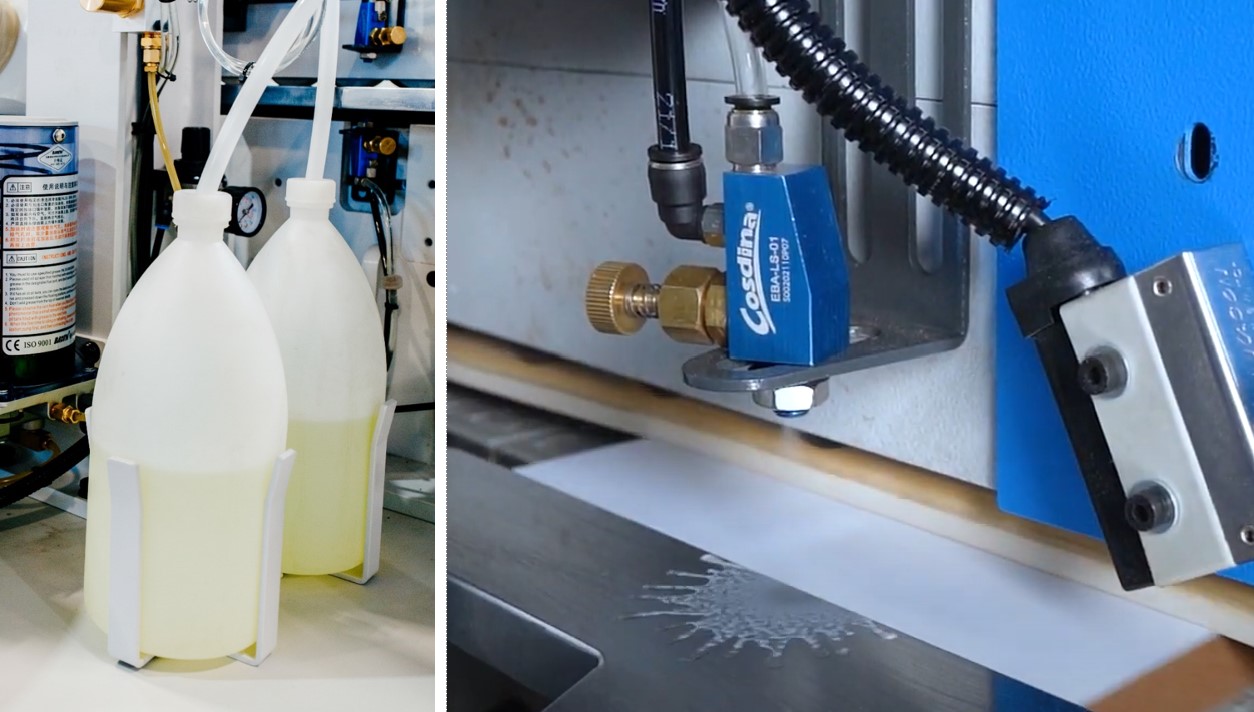
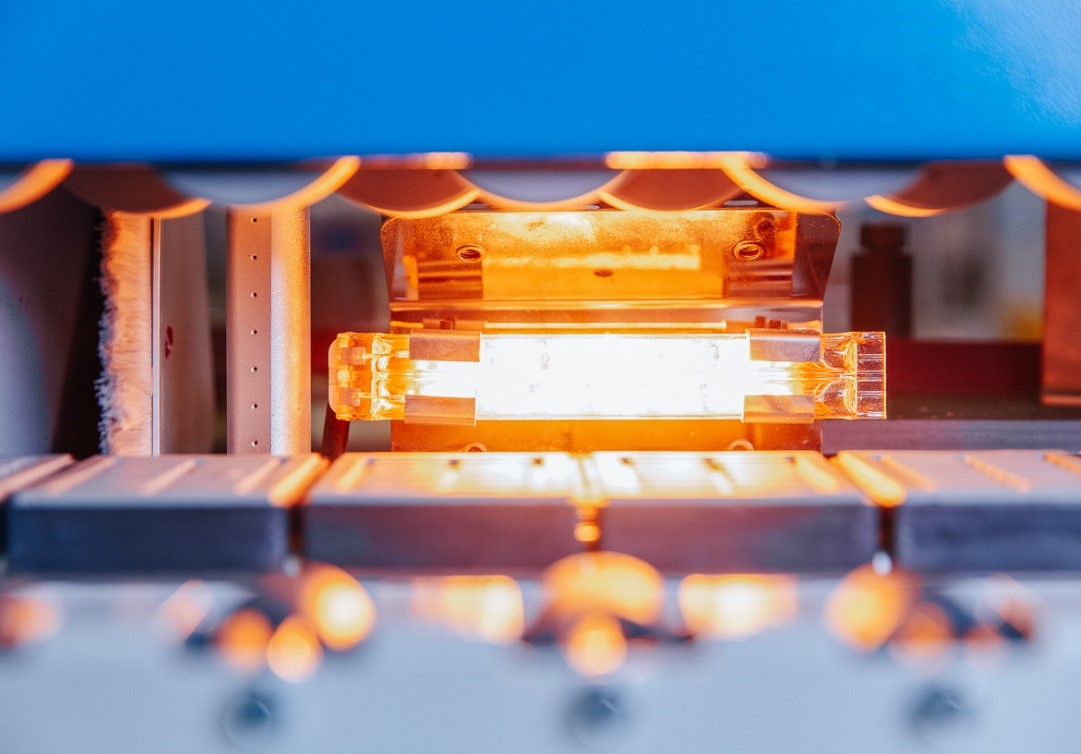
- Первый узел для нанесения разделительной жидкости: с помощью 2-х форсунок перед агрегатом предварительного фрезерования (прифуговка) заготовки. Это наносится специальная разделительная жидкость, выступающие наружу остатки клея не вступают в соединение с заготовкой.
- Второй узел для нанесения полировальной жидкости: с помощью 2-х форсунок перед полировальным агрегатом. Это наносится очистительная жидкость. Основная задача удаление нанесенного в начале антиадгезива (разделительная жидкость) и свободных остатков клея. А также для придания блеска обработанной кромки детали.
На станке установлены два узла нанесения жидкостей:
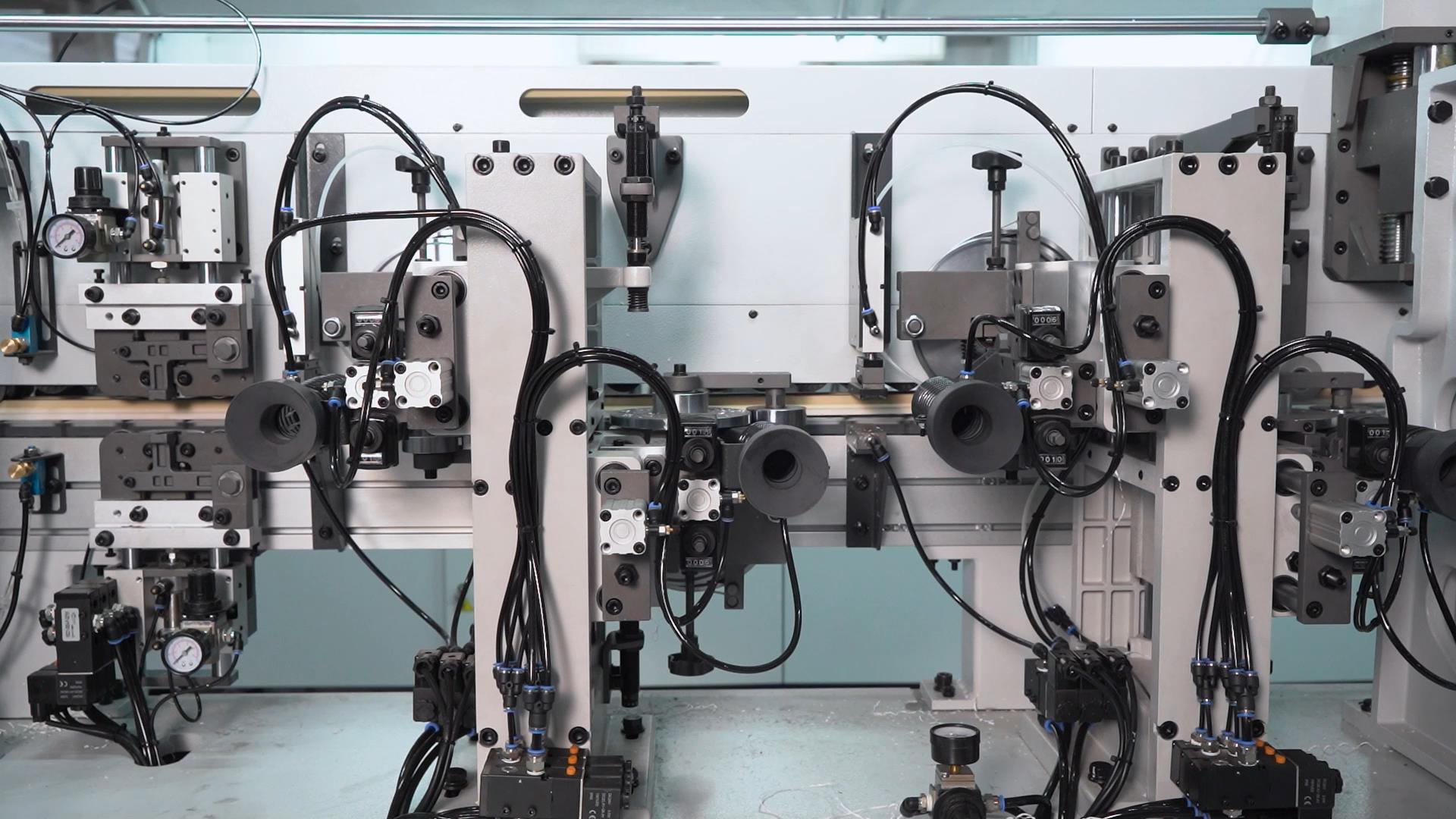
Автоматизация и механизация





Внимание!
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
Видео станка в работе
Наглядная информация о работе и обслуживании оборудования
Видео станка в работе
Наглядная информация о работе и обслуживании оборудования
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}