



































































































Четырехсторонние станки JANGJA серии VM (160x110мм)
Модели серии
Особенности модели серия VM (160x110мм)
-
Скорость подачи до 36 м/мин обеспечивает высокую производительность
-
Частота вращения шпинделей до 8000 об/мин позволяет достичь идеальной поверхности
-
Прямой привод вальцов подачи предотвращает проскальзывание и пробуксовку материала
-
Централизованная система смазки предусмотрена для удобства подачи масла на все агрегаты станка
-
Классические 4-х сторонние станки с механическим прижимом напротив правого вертикального шпинделя и башмаков горизонтальных изделий
НАЗНАЧЕНИЕ СТАНКОВ СЕРИИ VM
Предназначены для калибровки брусков и вскрытия дефектных мест, а также для производства погонажных изделий: вагонки, доски пола, планкена косого и прямого, палубной доски и т.д.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Предприятия большой и средней мощности по производству цельноламельных и сращенных погонажных изделий, клееного щита и бруса. Мебельные фабрики и столярные мастерские по производству мебели, интерьеров из массива древесины.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ

Конструктивные преимущества
 
|
МАССИВНАЯ СТАНИНАПроходит специальную термическую обработку для снятия внутренних напряжений металла. Инновационная технология гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации даже при работе на высоких скоростях подачи или обработке массивных заготовок. |
 
|
ОБРАБОТКА СТАНИНЫПроходит точную механическую обработку за один установ на высокоточных Обрабатывающих центрах японского концерна OKUMA, который начал свою историю в 1898 году, и в настоящее время является признанным лидером в мире по производству такого рода оборудования. |
|
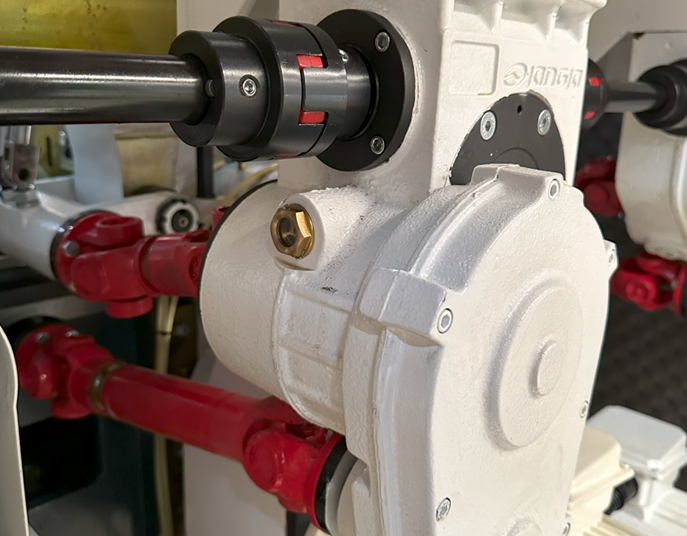
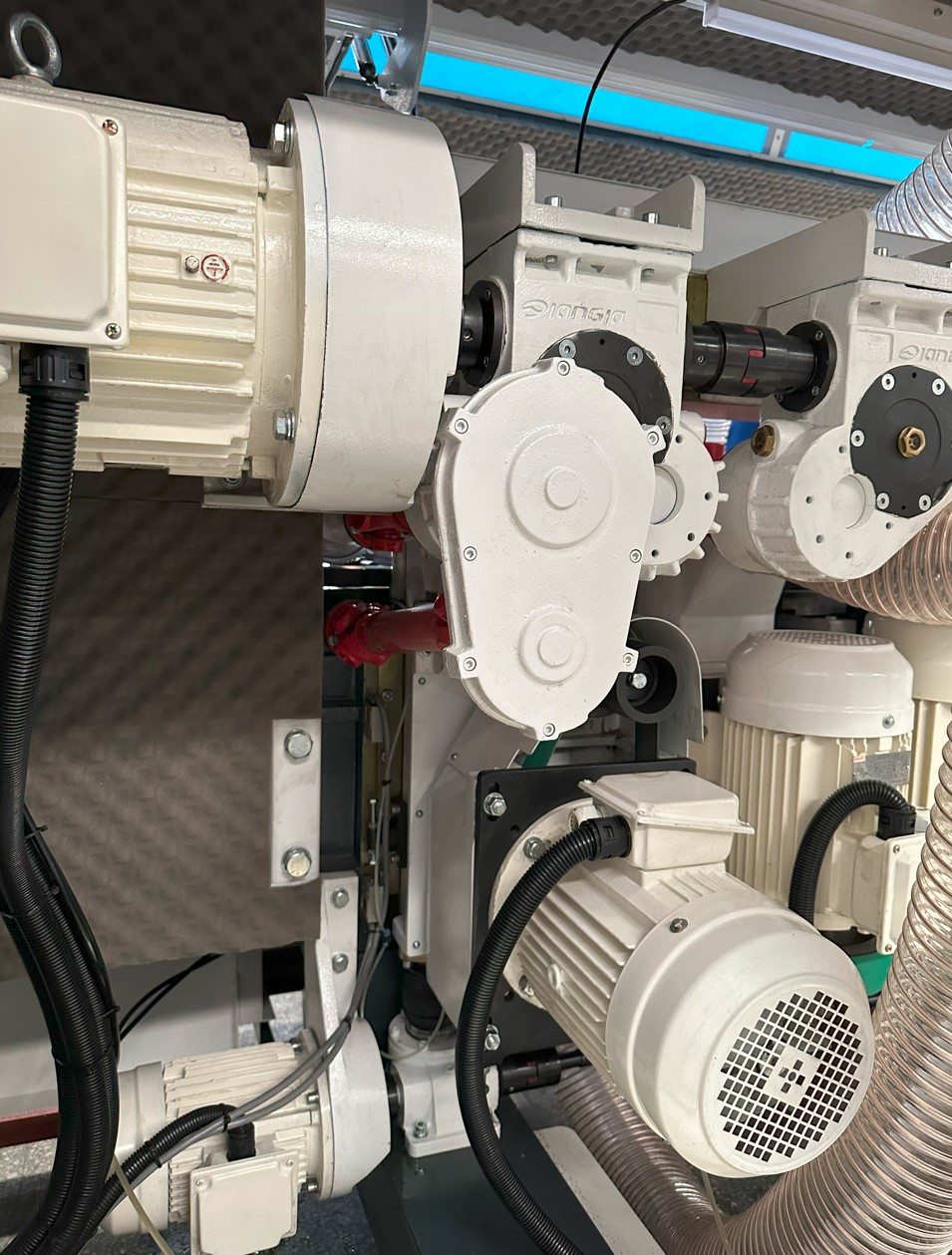
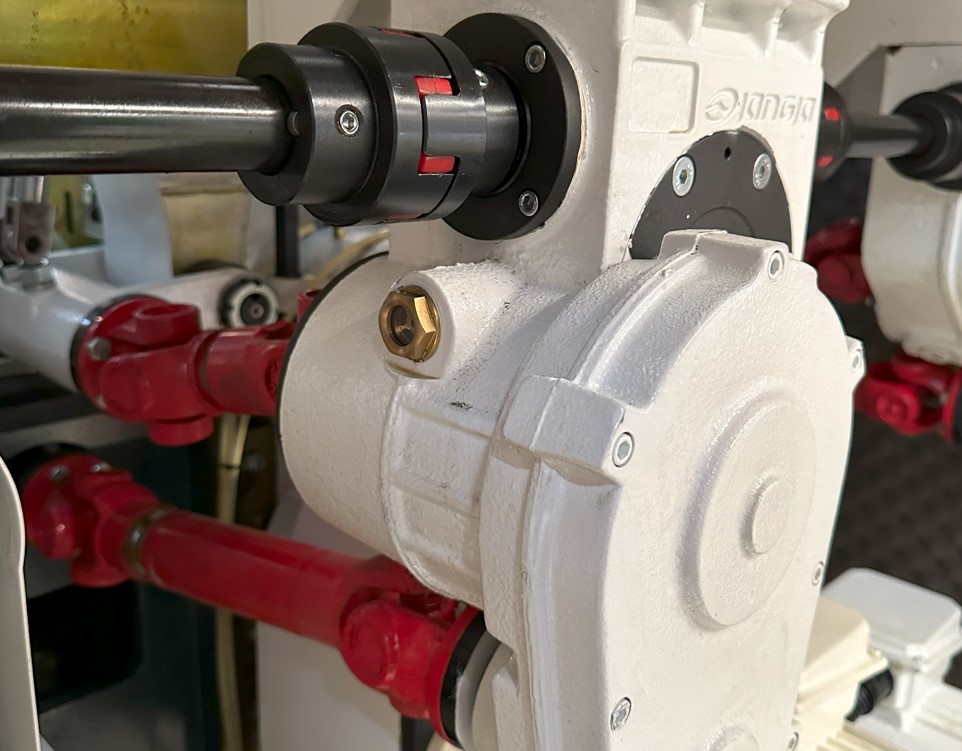
УСИЛЕННЫЕ КРЕСТОВИНЫ КАРДАНОВ И МАССИВНЫЕ РЕДУКТОРЫУ станка колоссальный запас прочности для максимальных нагрузок и режимов работы. Механизм подачи через прямой привод. Обеспечивается бесперебойная подача, отсутствие потери мощности при механическом проскальзывании. Скорость подачи может быть установлена от 6 м/мин до 36 м/мин в соответствии с рабочими требованиями. |

|
ВЫСОКОСКОРОСТНЫЕ ПРЕЦИЗИОННЫЕ ДИНАМИЧЕСКИ СБАЛАНСИРОВАННЫЕ ШПИНДЕЛИОтвечают всем требованиям автоматизированного современного производства, проходят обязательную предварительную обкатку перед установкой на станок, маркировку, балансировку. Шпиндели собраны на базе самых точных в мире подшипников известной фирмы FAG (Германия) |

|
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЕЙ до 8000 об/минОбеспечивает высокое качество продукции при максимальной скорости подачи |

|
ИНВЕРТОРСтанок оснащен бесступенчатой регулировкой скорости подачи от 6 до 36 м/мин. |
|
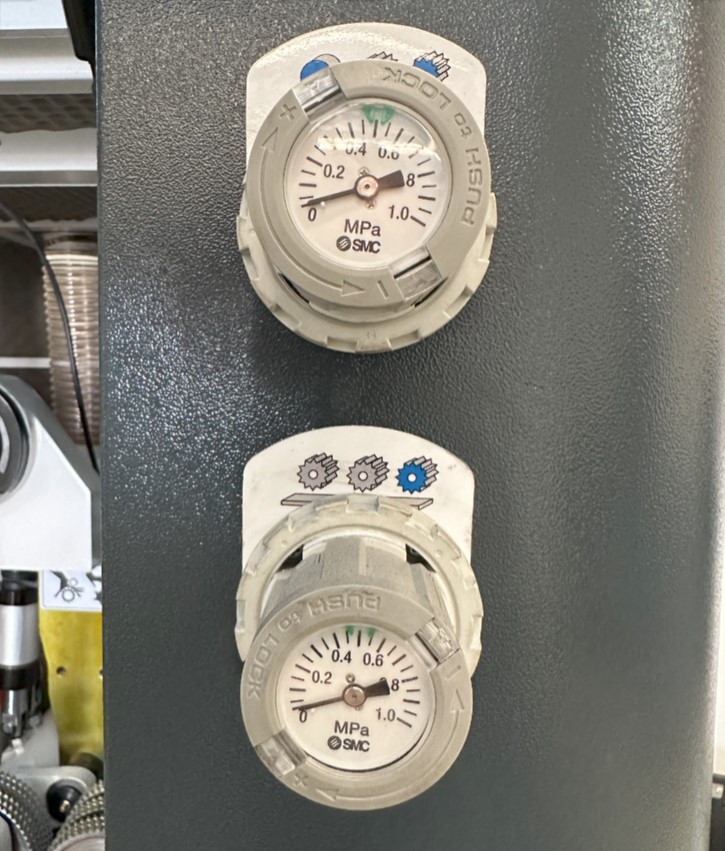
УПРАВЛЕНИЕ ПНЕВМАТИЧЕСКИМИ ПРИЖИМАМИСтанок оснащен регуляторами с помощью которых управляются все прижимы (ролики). Это обеспечивает безупречное позиционирование заготовки в процессе обработки в каждой зоне. |
|
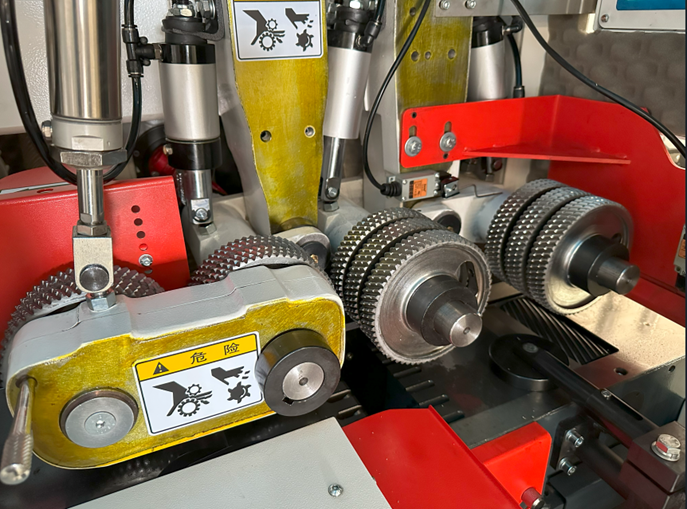
НАДЕЖНАЯ СИСТЕМА ПОДАЧИ И ФИКСАЦИИ ПИЛОМАТЕРИАЛАСистема фиксации состоит из оптимального количества приводных роликов, расположенных как в столе, так и над столом. Секционные ролики на верхней прижимной группе для удобства настройки прижима заготовок разной ширины. Подпружиненные боковые ролики перед первым горизонтальным и первым вертикальным шпинделями. |

|
СИСТЕМА ПОДАЧИ КОРОТКИХ ЗАГОТОВОКОбеспечивает бесперебойную подачу заготовок длиной от 240 мм в зону резания |
|
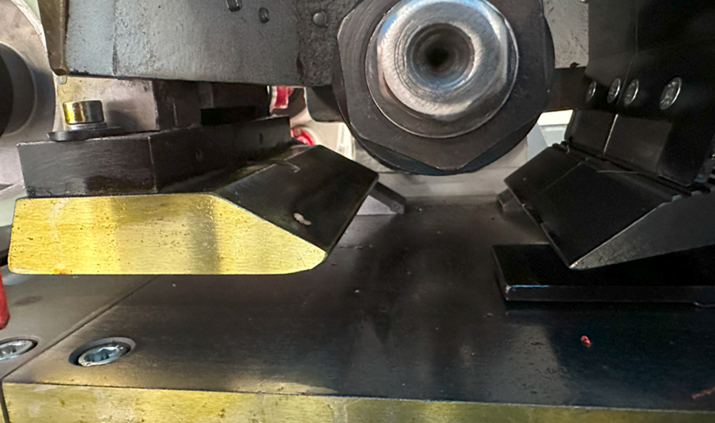
МАССИВНЫЕ ПРИЖИМНЫЕ ПЛИТЫУстановлены перед и после верхних шпинделей и исключают вероятность заклинивания заготовок на высоких скоростях подачи. |

|
ОБРЕЗИНЕННЫЕ ПОДАЮЩИЕ РОЛИКИПеред и после последнего 6-го шпинделя установлена группа обрезиненных роликов диаметром 140 мм. Исключают повреждения поверхности обработанных заготовок |

|
ЛИТЫЕ КОЖУХИ ШПИНДЕЛЕЙУлучшают аспирационные показатели при удалении стружки. |
|
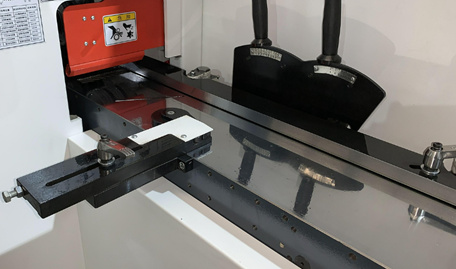
ХРОМИРОВАННЫЙ СТОЛПодающий стол покрыт хромом для повышения износостойкости. Длина стола 1550 мм. Боковой упор с линейкой облегчают работу оператора и снижают время перенастройки станка на новый размер обработки |

|
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИ УЗЛОВ И РАБОЧЕГО СТОЛАСтанок оснащен двумя насосами для дистанционной смазки всех направляющих и трущихся элементов станка. Подача смазки на стол необходима для снижения усилия на систему подачи, повышение качества заготовок за счет исключения налипания смолы и стружки |
|
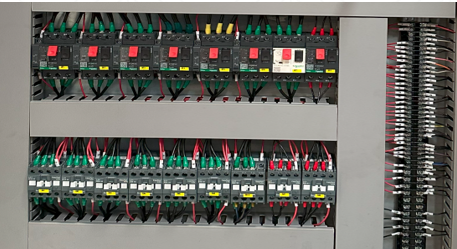
ЭЛЕКТРОКОМПОНЕНТЫВ станке применяются электрокомпоненты ведущего мирового производителя – Schneider Electric |
|
Технические параметры |
VM416 |
VM516 |
VM516S |
VM616 |
|
|
|
Ширина обработки, мм |
20-160 |
20-160 |
20-160 |
20-160 |
|
|
|
Толщина обработки, мм |
8-110 |
8-110 |
8-110 |
8-110 |
|
|
|
Минимальная длина обработки (непрерывная подача), мм |
240 |
240 |
240 |
240 |
|
|
|
Мощность двигателя, кВт |
Первый шпиндель - нижний горизонтальный |
4 (5,5) |
4 (5,5) |
4 (5,5) |
4 (5,5) |
|
|
Второй шпиндель - правый вертикальный |
4 (5,5) |
4 (5,5) |
4 (5,5) |
4 (5,5) |
|
|
|
Третий шпиндель - левый вертикальный |
5,5 (7,5) |
5,5 (7,5) |
5,5 (7,5) |
5,5 (7,5) |
|
|
|
Четвертый шпиндель - верхний горизонтальный |
5,5 (7,5) |
5,5 (7,5) |
5,5 (7,5) |
5,5 (7,5) |
|
|
|
Пятый шпиндель – верхний горизонтальный |
/ |
/ |
5,5(7,5) |
5,5(7,5) |
|
|
|
Пятый шпиндель – нижний горизонтальный |
/ |
4 (5,5) |
/ |
/ |
|
|
|
Шестой шпиндель – нижний горизонтальный |
/ |
/ |
/ |
5,5 (7,5) |
|
|
|
Двигатель подачи |
4 (5,5) |
4 (5,5) |
4 (5,5) |
4 (5,5) |
|
|
|
Прижимной балки(подъем/опускание) |
1,1 |
1,1 |
1,1 |
1,1 |
|
|
|
Частота вращения первого нижнего шп., об/мин |
7000 |
7000 |
7000 |
7000 |
|
|
|
Частота вращения 2-6 ножевого вала, об/мин |
8000 |
8000 |
8000 |
8000 |
|
|
|
Диаметр шпинделя, мм |
40 |
40 |
40 |
40 |
|
|
|
Диаметр инструмента, мм
|
Первый шпиндель |
125 |
125 |
125 |
125 |
|
|
Второй шпиндель |
112-160 |
112-160 |
112-160 |
112-160 |
|
|
|
Третий шпиндель |
112-160 |
112-160 |
112-160 |
112-160 |
|
|
|
Четвертый шпиндель |
110-160 |
112-160 |
112-160 |
112-160 |
|
|
|
Пятый шпиндель |
/ |
110-160 |
110-160 |
110-160 |
|
|
|
Шестой шпиндель |
/ |
/ |
/ |
110-160 |
|
|
|
Скорость подачи |
6-36 |
6-36 |
6-36 |
6-36 |
|
|
|
Рабочее давление в пневмосистеме, bar |
≤6 |
≤6 |
≤6 |
≤6 |
|
|
|
Длина рабочего стола |
1550 |
1550 |
1550 |
1550 |
|
|
|
Точность установки механического /цифрового индикатора, мм |
0,05 |
0,05 |
0,05 |
0,05 |
|
|
|
Выход под аспирацию, мм х шт. |
Ø 125 х 4 |
Ø 125 х 5 |
Ø 125 х 5 |
Ø 125 х 6 |
|
|
|
Требуемая производительность аспирационной установки, м³/ч |
8000 |
12500 |
10500 |
10500 |
|
|
|
Габариты станка, мм |
3100х1650х1800 |
3100х1650х1800 |
3100х1650х1800 |
3100х1650х1800 |
|
|
|
Транспортные габариты станка, мм |
3240х1800х1870 |
3300х1850х2000 |
3800х1850х2000 |
3800х1850х2000 |
|
|
|
Масса, кг |
3400 |
3600 |
3900 |
4100 |
|
|
|
Особенности станков в серии:
Модель VM516S с нестандартным расположением шпинделей, 4-5 горизонтальные щпиндели расположены вверху, что позволяет обрабатывать простой и сложный погонаж(плинтус, блок-хаус) лицом вверх.
|
|
|||||

Внимание!
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}