

































































































Сверлильно-присадочный центр с ЧПУ KDT KD-612NHSA
Модели серии
Особенности модели KD-612NHSA
- 3 сверлильные группы, 2 сверху и 1 снизу + 2 фрезера + пазовальный узел
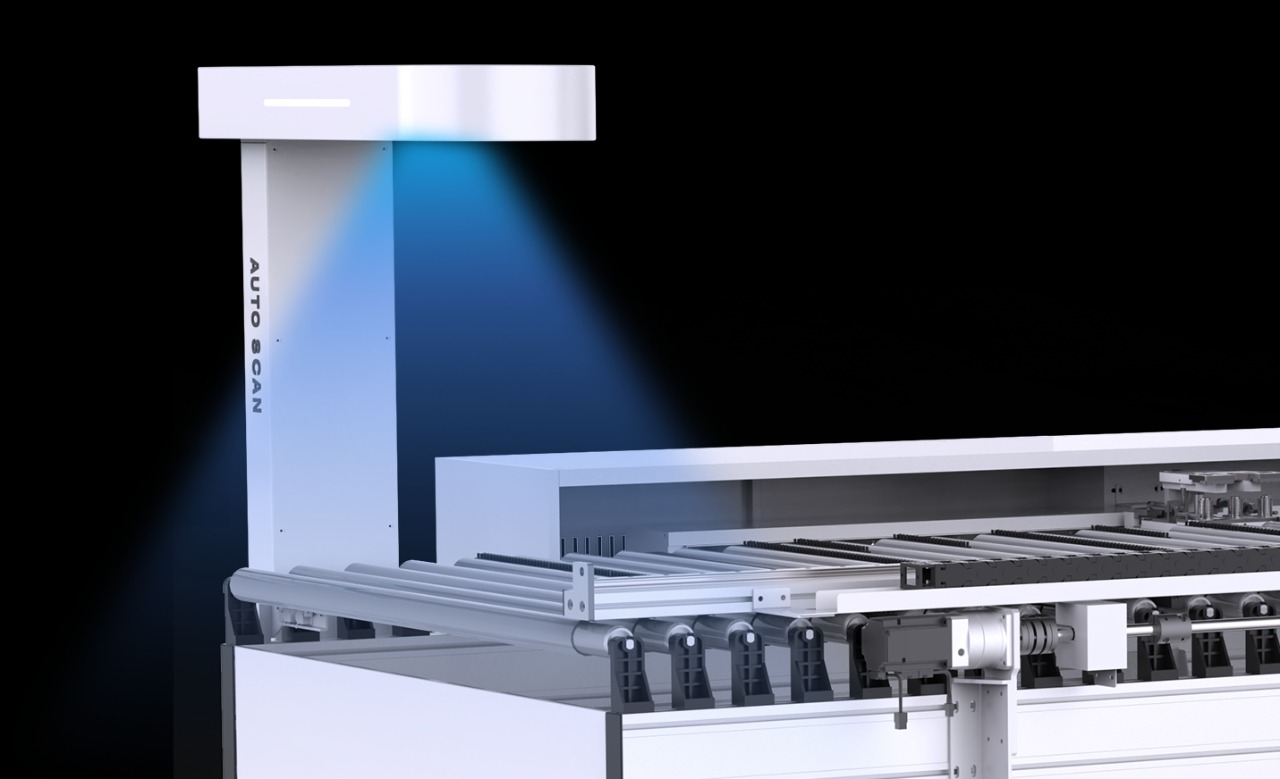
- Автоматическое сканирование, подача и базирование.
- Ai Smart, интеллектуальная система управления и контроля работы - повышает эффективность +10%
- +25 % к производительности пакетом за счёт 3 сверлильно-присадочных групп и 2 фрезеров
- Интеллектуальная воздушная подушка и точная фиксация
- Интерфейс – интуитивно понятный, функциональный, экономия времени на обучении до 15%
- Усиленная конструкция, высокая точность и надёжность на 100% потенциале
- Быстрая интеграция в производство любой сложности
Сверлильно-присадочный центр с ЧПУ KDT KD-612NHSA предназначен для высокоточного сверления сквозных и глухих отверстий в торцах и плоскостях мебельных щитов, что позволяет производить обработку любых карт присадки за один проход детали с шести сторон.
Станок может производить одновременную обработку двух панелей, причем сверху и снизу, в рамках одного рабочего цикла.
Автоматизированный сверлильно-присадочный центр с ЧПУ может работать автономно. Сканирует деталь, осуществляет подачу заголовок в рабочую зону, автоматически базирует.
Интегрируется в потоковое производство.
- Макс. ширина заготовки 1220 мм
- Скорость движения: 140/90/50 м/мин
- Визуализация обработки двухсторонней карты присадки
- Сканер атематический для считывания карты присадки по штрих-коду
- Компактные размеры 22 квадратных метров
- Верхняя сверлильная группа: 2 сверлильные группы 26 (13+13) вертикальных шпинделей, 18 (10+8) горизонтальных шпинделей.
- Верхний фрезерный узел 5.5 кВт
- Нижняя сверлильная группа: 1 сверлильная группа, 9 вертикальных шпинделей
- Нижний фрезерный узел 3.5 кВт
- Пазовальный узел
Конструктивные преимущества

|
Ai Smart искусственный интеллектAi Smart интеллектуальная оптимизации работы станка |

|
Автоматическое сканированиеАвтоматически сканирует и определяет программу обработки. |
.png")
|
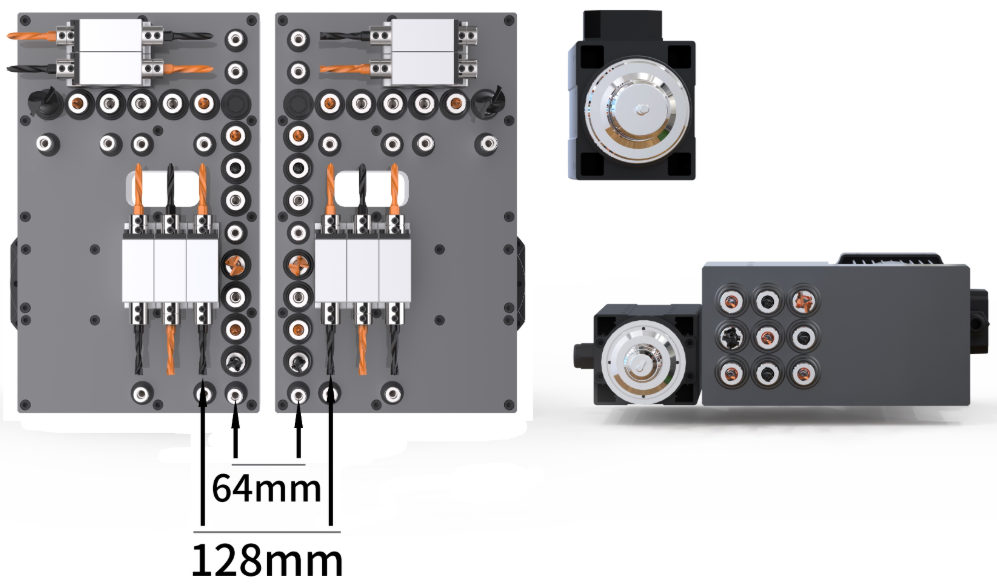
Компоновка верхней и нижней сверлильных групп
Верхняя сверлильная группа: 26 (13+13) вертикальных, 18 (10+8) горизонтальных. |

|
Пазовальный узелПазовальный узел - Ø120*20*4 мм
|

|
Программное обеспечениеПрограммное обеспечение позволяет сделать симуляцию и рассчитать время обработки |

|
Компьютер, простота в эксплуатацииРабота с картами присадки из программы «Базис-мебельщик». Формат файлов MPR, XML, DXF, BPP, PDX. Станок может производить одновременную обработку двух панелей, причем сверху и снизу, в рамках одного рабочего цикла. |
 
|
Захват заготовокДва автоматических захвата надежно фиксируют заготовку. Особая конструкция с обдувом захватов запатентована заводом KDT. |

|
Рабочий столРабочий стол оснащен воздушной подушкой. Секции в рабочей зоне перемещаются влево и вправо |

|
ПозиционированиеВозможность выбрать один из режимов двойного позиционирования в соответствии с размером панели, в результате более высокая точность и эффективность при позиционировании. |

|
Фрезерный узелМощный фрезерный узел с прижим с воздушной подушкой, снижает вибрацию, повышает точность. Запатентованная технология завода KDT. |

|
Интегрированный конвейер удаленияКонвейер для удаления из зоны обработки стружки и пыли. |

|
Сканер считывая штрих-кодовСканер для считывания штрих-кодов входит в базовое оснащение станка |

|
Интеграция с «Базис»Станок интегрирован с программой "Базис" |
Автоматизация и механизация

Внимание!
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления

{kind=link}
{kind=link}
{kind=link}